Bir dökümhane açısından bakıldığında, endüstriyel kum 3D yazıcılar önemli bir iş değeri sağlayabilir. Dökümhanelerin en çok endişe duyduğu bazı önemli noktalar şunlardır:
Dökümhane verimliliğini artırın
Azaltılmış kalıp maliyetleri: Endüstriyel kum 3D baskı ile pahalı kalıplar yapmaya gerek kalmaz, bu da genel üretim maliyetlerini düşürür.
Üretkenliğin artırılması: Katmanlı üretim, kum kalıplarının ve maçaların hızlı bir şekilde üretilmesini sağlayarak teslim sürelerini kısaltır ve üretkenliği artırır.
İşgücü maliyetlerinin azaltılması: Otomatik kum 3D baskı, geleneksel manuel kalıplama ve maça yapımı süreçleriyle ilişkili işçilik maliyetlerini en aza indirir.
Döküm kalitesinin iyileştirilmesi
Geliştirilmiş doğruluk ve tutarlılık: Endüstriyel kum 3D baskı, kum kalıplarının ve maçaların üretiminde doğruluk ve tutarlılık sağlayarak daha kaliteli dökümler elde edilmesini sağlar.
Azaltılmış kusur oranı: Katmanlı üretim, insan hatası riskini en aza indirerek kusur oranlarını ve yeniden işleme veya hurda ihtiyacını azaltır.
Yapısal olarak karmaşık parçaların üretimi: Kum 3D baskı, geleneksel yöntemlerle elde edilmesi zor veya imkansız olan karmaşık geometriler ve ayrıntılı tasarımlar üretebilir. Geriye dönüp bir düşünün, geleneksel döküm yöntemlerini kullanarak üretilmesi çok maliyetli veya hatta imkansız olan çok karmaşık yapılara sahip parçalara sık sık rastlamıyor musunuz, sonunda siparişten vazgeçmek zorunda kalıyorsunuz. Kum kalıplı 3D yazıcılarla, tüm bunlar artık bir sorun değil.
Maliyet tasarrufu ve rekabet gücü
Malzeme atıklarının azaltılması: Endüstriyel kum 3D baskı malzeme israfını en aza indirir, maliyetleri düşürür ve çevresel etkiyi azaltır.
Azaltılmış üretim maliyetleri: Katmanlı üretim, üretim maliyetlerini geleneksel yöntemlere kıyasla 50% kadar azaltabilir.
Rekabet gücünün artırılması: Endüstriyel kum 3D baskıyı benimseyen dökümhaneler maliyet, kalite ve teslimat süresi açısından rekabet avantajı elde ediyor.
Tasarım ve üretim esnekliği
Katmanlı Üretim için Tasarım: Endüstriyel kum 3D baskı, dökümhanelerin daha önce imkansız veya pratik olmayan karmaşık tasarımlar üretmesini sağlar.
Hızlı Prototipleme ve Üretim: Katmanlı üretim, hızlı prototipleme ve üretime olanak tanıyarak dökümhanelerin değişen müşteri ihtiyaçlarına hızla yanıt vermesini sağlar.
Üretim esnekliği: Kum 3D baskı, dökümhanelerin küçük partiler veya tek seferlik dökümler üretmesini sağlar, küçük üretim çalışmaları veya prototipleme için idealdir.
Diğer önemli avantajlar
Geliştirilmiş güvenlik: Endüstriyel kum 3D baskı, geleneksel kalıplama ve maça yapımı süreçleriyle ilişkili kaza ve yaralanma riskini azaltır.
çevresel fayda: Katmanlı üretim malzeme israfını en aza indirir, enerji tüketimini azaltır ve geri dönüştürülmüş malzemelerin kullanılmasını sağlar.
Veri odaklı üretim: Endüstriyel kum 3D baskı, veriye dayalı üretim sağlayarak dökümhanelerin üretim süreçlerini gerçek zamanlı olarak izlemelerine ve optimize etmelerine olanak tanır.
Dökümhaneler, endüstriyel kum 3D yazıcıları benimseyerek verimliliği artırabilir, döküm kalitesini iyileştirebilir, maliyetleri düşürebilir ve rekabet gücünü artırabilir, sonuçta karlılığı ve iş başarısını artırabilir.
Kum döküm 3D yazıcı
Geleneksel dökümhaneler, aşağıdakiler de dahil olmak üzere bir dizi zorluk ve güçlükle karşı karşıyadır:
Kalıp maliyetleri ve teslim süreleri: Kalıp ve model yapmak, tamamlanması haftalar hatta aylar sürebilen, zaman alıcı ve pahalı bir süreçtir.
İşgücü maliyetleri ve eksiklikleri: Döküm işleri vasıflı işgücü gerektirir ve işgücü sıkıntısı olan bölgelerde bu işgücünü bulmak ve elde tutmak zor olabilir.
Malzeme atığı ve enerji tüketimi: Geleneksel döküm süreçleri önemli miktarda malzeme israfına ve enerji tüketimine yol açarak maliyetleri artırabilir ve çevre üzerinde etki yaratabilir.
Kalite kontrol ve kusur oranları: Tutarlı kalite elde etmek ve hata oranlarını en aza indirmek, özellikle karmaşık geometriler ve yüksek hacimli üretim için zor olabilir.
Karmaşıklık ve tasarım kısıtlamaları: Geleneksel döküm yöntemleri karmaşık geometrilerin, ince tasarımların ve ince duvarlı dökümlerin üretilmesini zorlaştırır.
Artan küresel rekabet: Dökümhaneler diğer bölgelerdeki düşük maliyetli üreticilerin artan rekabetiyle karşı karşıya kalmakta ve kâr marjlarını korumak için mücadele etmektedir.
Çevre ve güvenlik yönetmelikleri: Dökümhaneler, hem zaman alıcı hem de pahalı olabilen, giderek daha sıkı hale gelen çevre ve güvenlik yönetmeliklerine uymak zorundadır.
Daha hızlı teslimat için müşteri talebi: Müşteriler, geleneksel dökümhanelerin karşılamakta zorlanabileceği daha kısa teslim süreleri ve daha hızlı teslimat talep ediyor.
Üretim hacmindeki dalgalanmalar: Dökümhaneler genellikle dalgalanan üretim hacimleriyle karşı karşıyadır, bu da verimliliği korumayı ve kaynakları optimize etmeyi zorlaştırabilir.
teknolojik eskime: Geleneksel dökümhaneler, süreçlerini demode hale getirebilecek katmanlı üretim gibi teknolojik gelişmelere ayak uydurmakta zorlanabilir.
Bu zorlukların üstesinden gelmek için birçok dökümhane verimliliği artırmak, maliyetleri düşürmek ve rekabet gücünü artırmak için endüstriyel 3D baskı gibi yeni teknolojileri benimsiyor. SANDY Technology, dökümhaneler için hazır bir dizi özelKum 3D YazıcıSüreç, SLS (seçici lazer sinterleme) ve bağlayıcı püskürtmeyi kapsar ve dökümhane ortakları buna odaklanabilir.
Endüstriyel metal 3D yazıcılar modern üretimde çok önemlidir ve fiyat bileşenleri karmaşıktır. Bunlar arasında ekipman maliyetleri, malzeme maliyetleri, Ar-Ge ve teknoloji maliyetleri ile satış sonrası hizmet ve garanti maliyetleri yer alır. Aynı zamanda, marka ve model, teknoloji seviyesi ve performans farklılıkları ve özelleştirme derecesi de fiyatı etkileyecektir. Aşağıda sizin için ayrıntılı bir giriş yer almaktadır.
I. Endüstriyel Metal 3D Yazıcılara Genel Bakış
(i) Tanımlar
Endüstriyel metal 3D yazıcı, hammadde olarak metal tozu ile katman katman istifleme yoluyla üç boyutlu metal parçalar oluşturmak için eklemeli üretim kullanan üst düzey bir üretim ekipmanıdır. Yüksek hassasiyet, yüksek stabilite ve geniş malzeme uyarlanabilirliği gibi özelliklere sahiptir. Temel prensip, önceden ayarlanmış verilere dayanarak metal tozunun serilmesini ve erimesini kontrol etmektir.
AFS-M120 Metal 3D Yazıcı
(ii) Uygulama alanları
Havacılık ve uzay alanında, yüksek performanslı, hafif motor bileşenleri ve yapısal parçalar üretilebilir; otomotiv imalat endüstrisinde, tasarım esnekliğini ve üretim verimliliğini artırmak için özelleştirilmiş parçalar üretilebilir; tıbbi cihazlar alanında, kişiselleştirilmiş implantlar basılabilir; ve enerji ve güç alanında, temel bileşenleri üretmek için kullanılırlar.
(iii) Pazar konumu
İmalat endüstrisinin dönüşümü ve iyileştirilmesiyle birlikte, endüstriyel metal 3D yazıcıların pazardaki konumu giderek artmaktadır. Mevcut pazar payı düşük olsa da gelecekte hızla büyümesi bekleniyor. Bununla birlikte, yüksek maliyet ve teknik standartların ve endüstri normlarının eksikliği karşılaştığı zorluklardır.
II. Fiyat bileşenleri
(i) Ekipman maliyetleri
Ekipman maliyetleri, mekanik parçalar, elektronik kontrol sistemleri ve lazerler gibi temel bileşenlerin satın alma maliyetlerinin yanı sıra üretim sırasında işleme, montaj ve test maliyetlerini de içerir. Yazıcıların performansı ve kalitesi açısından kritik öneme sahip olan bu bileşenlerin maliyeti bir dizi faktörden etkilenmektedir ve gelecekte düşmesi beklenmektedir.
(ii) Malzeme maliyeti
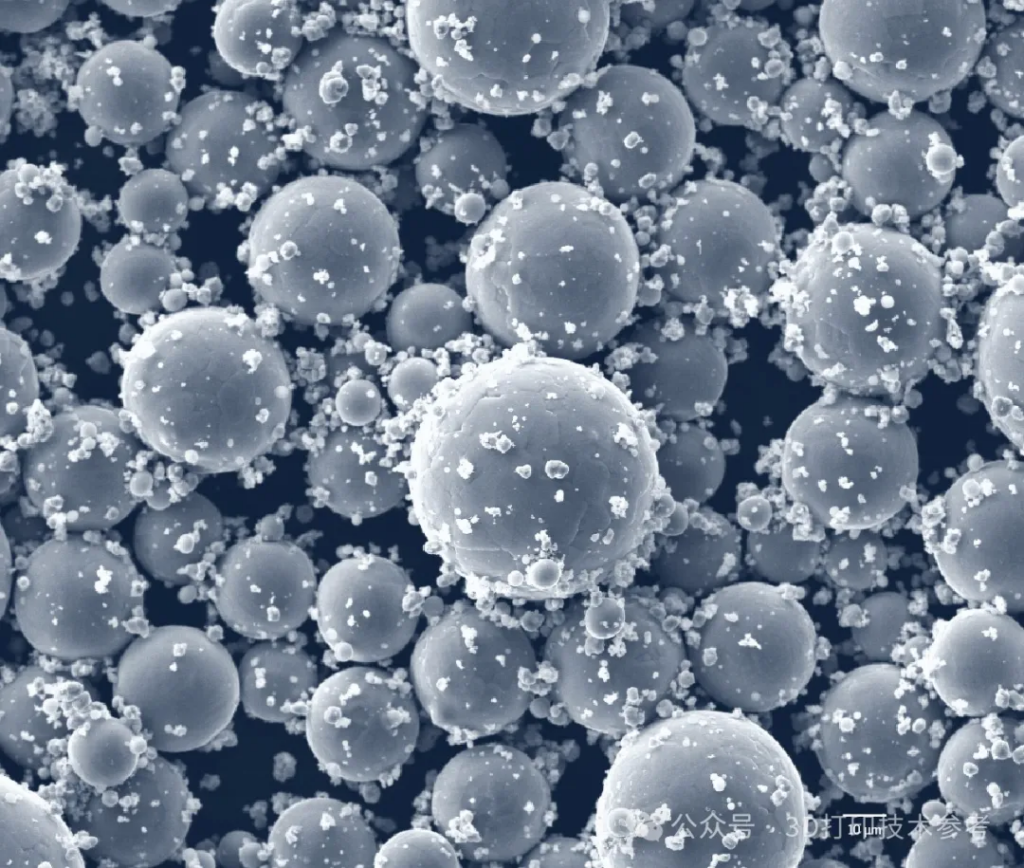
Metal malzemenin maliyeti toplam fiyatın önemli bir parçasıdır. Malzemenin türü, hazırlama süreci, parçacık boyutu dağılımı ve saflığı maliyeti etkiler. Teknoloji geliştikçe ve pazar talebi değiştikçe malzeme maliyetleri de dalgalanır ve maliyetleri düşürmenin çeşitli yolları vardır.
(iii) Araştırma ve geliştirme ve teknoloji maliyetleri
Bu esas olarak teknoloji Ar-Ge girdileri, patent başvuru maliyetleri ve yazılım geliştirme maliyetleri ile ilgilidir. Bu maliyetler, kısa vadede fiyatlar üzerinde daha büyük bir etkiye sahip olan ve gelecekte azalabilecek olan üreticinin teknolojik yenilik ve Ar-Ge çabalarını yansıtmaktadır.
(iv) Satış sonrası hizmet ve garanti maliyetleri
Ekipman kurulumu ve devreye alma, bakım, teknik destek ve kullanıcı eğitimini kapsar. Bu hizmetler yazıcıların düzgün çalışmasını sağlar ve maliyeti kullanıcının satın alma kararını ve deneyimini etkiler.
III. Fiyat farklılıklarının analizi
(i) Marka ve model farklılıkları
Tanınmış markalı yazıcıların fiyatları, teknik güçleri, baskı kaliteleri ve satış sonrası hizmetleri nedeniyle yüksektir. Farklı modeller performans, doğruluk ve baskı hızı açısından farklılık gösterir ve bu da farklı fiyatlara neden olur.
(ii) Teknoloji seviyesi ve performans farklılıkları
İleri teknoloji ve performans yazıcıları daha pahalı hale getirebilir. Teknoloji tarafında, yüksek hassasiyet ve hızda baskı kabiliyeti önemlidir; performans tarafında ise baskı boyutu, katman kalınlığı kontrolü, yüzey pürüzlülüğü ve zeka ve otomasyon derecesi fiyatı etkiler.
(iii) Özelleştirme derecesi
Özelleştirme derecesi ne kadar yüksekse, fiyat da o kadar yüksek olur. Bunun nedeni, özelleştirme ihtiyaçlarının karşılanmasının donanım ve yazılım özelleştirmesi de dahil olmak üzere ek Ar-Ge ve üretim maliyetleri gerektirmesidir.
AFS-M120XT Gradyan Metal 3D Yazıcı
Dördüncü olarak, tavsiye ve önlemlerin satın alınması
(i) İhtiyaçların ve bütçenin netleştirilmesi
Kullanıcıların sektörlerinde 3D baskı teknolojisine olan talebi anlamaları, maliyetler için bütçe ayırmaları ve sözleşme şartlarının ve garantilerin farkında olmaları gerekir.
(ii) Ürün performansının anlaşılması ve değerlendirilmesi
Resmi bilgileri kontrol ederek, sektör fuarlarına katılarak, profesyonellere danışarak vb. ürün performansı hakkında bilgi edinebilir ve kullanıcı değerlendirmesine ve deneyimine dikkat edebilirsiniz.
(iii) Resmi satın alma kanallarının seçimi
Resmi olarak yetkilendirilmiş bayiler, marka mağazaları ve tanınmış e-ticaret platformları gibi resmi kanallar, ürün kalitesini ve satış sonrası hizmeti garanti edebilir ve ayrıca yasal belgeler sağlayabilir.
V. SONUÇLAR
(i) Fiyat bileşenlerinin özeti
Endüstriyel metal 3D yazıcıların fiyatı, birbiriyle ilişkili olan ve fiyatı etkileyen ekipman, malzeme, Ar-Ge ve teknoloji, satış sonrası servis ve garanti ve diğer maliyet unsurlarından oluşur. Kullanıcıların satın alırken tam olarak anlamaları ve dikkate almaları gerekir.
(ii) Satın alma ve ileriye dönük öneriler Seçim yaparken, ihtiyaçları ve bütçeyi netleştirmek, ürün performansını ve değerlendirmesini anlamak ve resmi kanalları seçmek önemlidir. Endüstriyel metal 3D baskı teknolojisi geliştirme için büyük bir potansiyele sahiptir ve fiyat gelecekte daha uygun olabilir ve pazar rekabeti ürün yeniliğine ve endüstri gelişimine yol açacaktır.
2024'te 3D baskı teknolojisi alanındaki ikinci Science makalesi 8 Şubat'ta yayımlandı.
(bir yerden) gelmekQueensland Üniversitesi, Avustralya(Jingqi Zhang ve diğerleri,)Chongqing Üniversitesi(Ziyong Hou, Xiaoxu Huang),Danimarka Teknik ÜniversitesiOrtak ekip, "İki işlevli alaşım tasarımı yoluyla ultra düzgün, güçlü ve sünek 3D baskılı titanyum alaşımı" başlıklı bir makale yayınladı. İki işlevli alaşım tasarımı yoluyla ultra düzgün, güçlü ve sünek 3D baskılı titanyum alaşımı".3D baskı ile hazırlanan titanyum alaşımına ulaşıldıAkma mukavemeti 926 MPa ve süneklik 261 TP3T ile mukavemet ve süneklik dengesi sağlanmıştır.
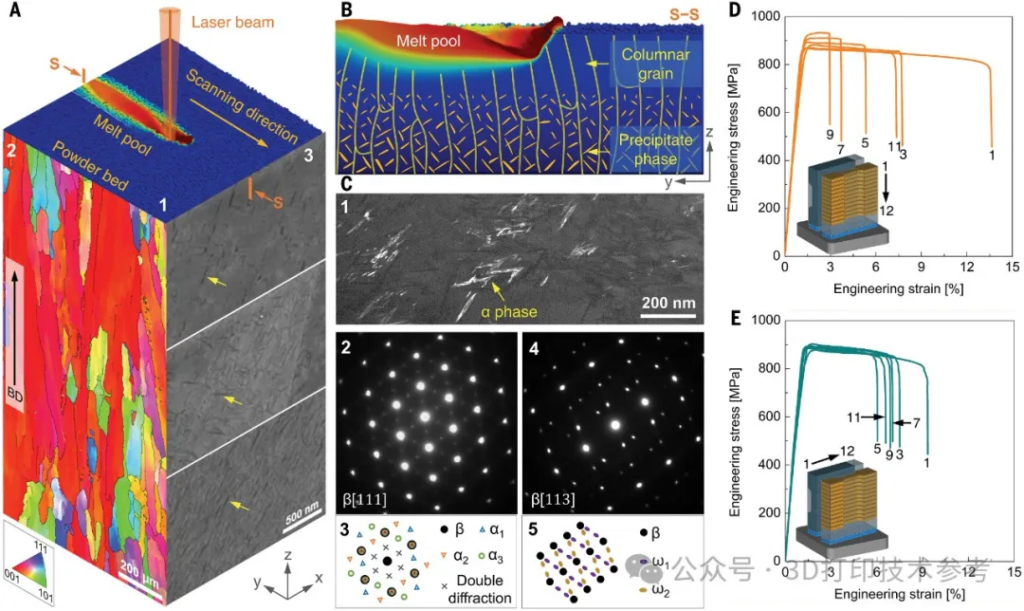
Araştırma geçmişiKaba sütunlu taneler ve düzensiz dağılmış fazlar genellikle metal 3D baskı sırasında ortaya çıkar ve bu da düzensiz veya hatta zayıf mekanik özelliklere neden olur. Araştırma, 3D baskı ile titanyum alaşımlarının yüksek mukavemet ve tutarlı özelliklerini elde etmek için doğrudan bir yaklaşım sağlayan bir tasarım stratejisini içermektedir. Toz metal karışımlarına molibden (Mo) eklenmesinin faz stabilitesini artırdığı ve 3D baskılı alaşımların mukavemet, süneklik ve gerilme özelliklerinin homojenliğini geliştirdiği gösterilmiştir. Aynı sayıdaki bir Science inceleme makalesi, metodolojinin diğer toz karışımlarına uygulanmasının ve gelişmiş özelliklere sahip farklı alaşımların uyarlanabilmesinin umut verici olduğunu belirtmiştir.
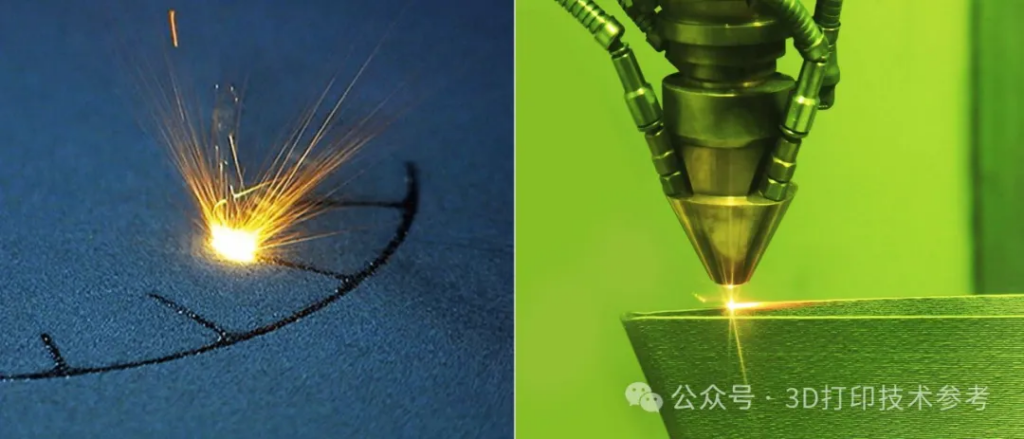
Metal 3D baskılı alaşımların tek tip olmayan özelliklerinin ana nedeni şunlardır: Katman katman 3D baskı sürecinde, tipik olarak 103-108K/s'lik yüksek soğutma hızı, metal tozunun eritildiği eriyik havuzunun kenarı ve tabanı yakınında önemli bir termal gradyan oluşturur. Termal gradyan, yeni eritilen malzeme ile aşağıdaki katı malzeme arasındaki arayüz boyunca epitaksiyel tane büyümesine neden olur ve taneler eriyik havuzunun merkezine doğru büyür. Çok katmanlı baskı sırasında ısıtma ve kısmi yeniden eritme döngüleri sonunda büyük sütunlu tanelerin ve homojen olmayan şekilde dağılmış fazların oluşmasına yol açar; bunların her ikisi de anizotropiye ve mekanik özelliklerin bozulmasına yol açabileceğinden istenmeyen durumlardır.
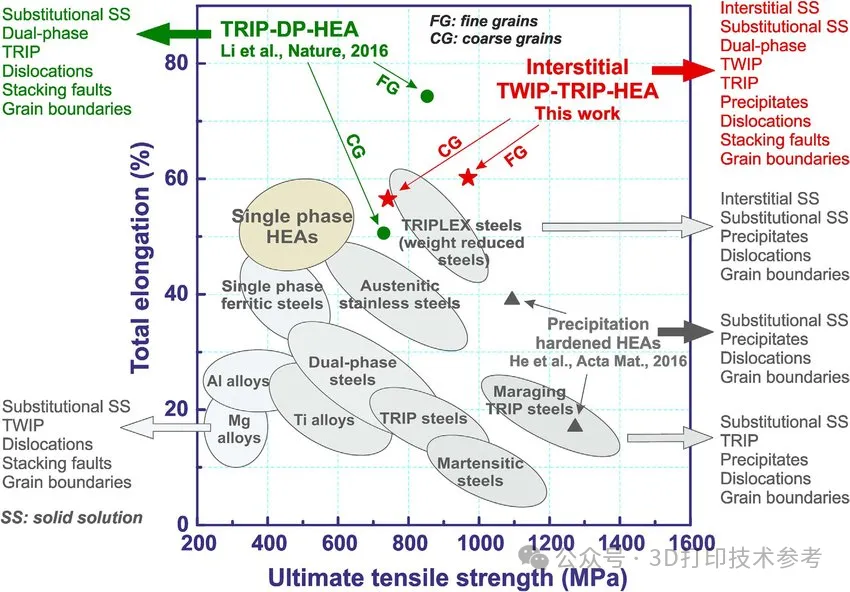
Çeşitli metalik malzemelerin mukavemet-sünekliği
Titanyum alaşımları en yaygın kullanılan metal 3D baskı malzemelerinden biridir. Ortam sıcaklıklarındaki mühendislik uygulamalarında, uygun titanyum alaşımları tipik olarak yüzde 10-25'lik bir gerilme uzaması sergiler ve bu da iyi malzeme güvenilirliğini yansıtır. Daha fazla uzama (süneklik) daha kolay şekillendirmeyi kolaylaştırır ve bazı uygulamalarda tercih edilirken, bu uzama aralığında artan mukavemet genellikle mekanik yüklere dayanmak için tercih edilir. Mukavemet ve süneklik arasındaki denge, metalik malzemelerin işlenmesi için hem geleneksel hem de eklemeli üretim tekniklerinde her zaman göz önünde bulundurulmalıdır.
Mukavemet ve sünekliği geliştirmeye yönelik stratejiler ve sınırlamalar
3D baskılı alaşımların mukavemetini ve sünekliğini artırmak için çeşitli stratejiler vardır. Bunlar arasında alaşım tasarımının optimizasyonu, proses kontrolü, ince tane sınırlarının güçlendirilmesi ve tane mikroyapısının modifikasyonunun yanı sıra istenmeyen (kırılgan) fazların bastırılması, ikinci fazların eklenmesi ve son işlem yer almaktadır. Şu anda, sütunlu kristaller ve istenmeyen fazlar sorunlarını ele alan araştırmalar, mikro yapıyı ve faz bileşimini değiştirmek için elementlerin in situ katkılanmasına odaklanmaktadır. Bu yaklaşım aynı zamanda izometrik kristallerin, yani uzunlamasına ve enine eksenler boyunca yaklaşık olarak eşit tane boyutlarına sahip yapıların oluşumunu teşvik eder. In situ alaşımlama, mukavemet ve süneklik arasındaki dengenin üstesinden gelmek için umut verici bir yol sunar.Özellikle toz yatağı füzyonu ve yönlendirilmiş enerji biriktirme gibi 3D baskı teknolojilerinde.
Araştırmacılar, 3D baskılı alaşımlara farklı elementler eklerken tane morfolojisini ve mekanik özellikleri araştırdılar. Örneğin, nanoseramik zirkonyum hidrit partiküllerinin basılamayan alüminyum alaşımlarına katkılanması, rafine edilmiş bir eş eksenli tane mikro yapısına ve işlenmiş malzemelerle karşılaştırılabilir gerilme özelliklerine sahip basılabilir ve çatlaksız malzemelerle sonuçlanmıştır. Ancak titanyum alaşımları için, piyasada bulunan tane incelticilerin genellikle tane yapısı üzerinde sınırlı etkisi vardır. Titanyum alaşımlarının inceltme mekanizmaları, özellikle de 3D baskı katılaşması sırasında sütunludan izometriğe geçiş, kapsamlı bir şekilde incelenmiştir, ancak verimlilik sınırlamaları devam etmektedir. Bu engelin üstesinden gelme girişimleri arasında değişen işleme parametreleri, yüksek yoğunluklu ultrasonik uygulamalar, alaşım tasarımı yoluyla istenen heterojen yapıların tanıtılması, heterojen çekirdeklenme bölgelerinde tane inceltici olarak çözünen maddelerin eklenmesi ve yüksek aşırı soğutma kapasitesine sahip çözünen maddelerin dahil edilmesi yer almaktadır. Titanyumdaki çözünürlüğü sınırlayan β-ötektik stabilizatör elementler Cu, Fe, Cr, Co ve Ni gibi elementler.
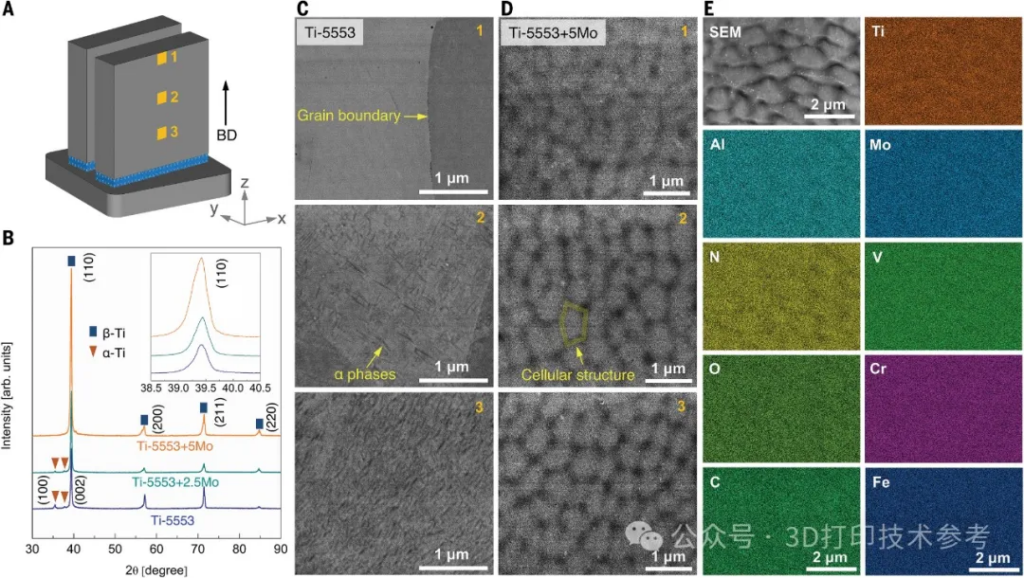
Yeni araştırma büyük atılımlara yol açıyorTitanyum alaşımlarında kırılgan metaller arası ötektiklerin oluşumuna yol açabilen β-ötektik stabilizatör elementleri kullanmak yerine, araştırmacılar Ti-5553 (Ti-5Al-5Mo-5V-3Cr) için β-homokristalin grubundan [niyobyum (Nb), tantal (Ta) ve vanadyum (V) dahil] Mo'yu seçtiler. Yerinde alaşımlama işlemi sırasında molibden, erimiş havuza hassas bir şekilde taşınır ve her tarama katmanı sırasında kristal oluşumu ve inceltme için bir tohum çekirdeği görevi görür. mo katkısı, büyük sütunlu kristallerden ince eş eksenli ve dar sütunlu yapılara geçişi teşvik eder. mo ayrıca istenen β fazını stabilize eder ve termal döngü sırasında faz heterojenliğinin oluşumunu engeller.
Mo katkılı Ti-5553 titanyum alaşımının karakterizasyonu
Araştırmacılar, Ti-5553+5Mo'nun akma dayanımı ve kopma uzamasını, L-PBF durumunda ve baskı sonrası ısıl işlem altında üretilen Ti-5553 (Ti-55531 ve Ti-55511'in yanı sıra) ile karşılaştırdı. Ti-5553 ve fabrikasyon haldeki benzer alaşımları ile karşılaştırıldığında, Ti-5553+5Mo karşılaştırılabilir akma dayanımı gösterirken önemli ölçüde geliştirilmiş süneklik gösterir. Baskı sonrası ısıl işlem, L-PBF ile üretilen Ti-5553'ün mekanik özelliklerini dengelemek için yaygın olarak kullanılmaktadır. Belirli ısıl işlem koşulları altında yüksek akma dayanımları (>1100 MPa) elde edilebilmesine rağmen, süneklik genellikle <10% kopma uzaması ile önemli ölçüde bozulur ve bu da güvenlik açısından kritik uygulamalarda kullanımı sınırlar. Örneğin, titanyum endüstrisinin beygiri olarak adlandırılan Ti6Al4V'nin tavsiye edilen minimum kopma uzaması 101 TP3 T'dir. Buna karşılık, aşağı akış ısıl işlemine gerek kalmadan, Ti-5553+5Mo malzemeden doğrudan basılan parçalar, L-PBF, mükemmel bir mukavemet ve süneklik dengesi sergiler ve bu da onları benzer alaşımlar arasında öne çıkarır. Nihayetinde, araştırmacılar bu stratejiyi aşağıdakileri imal etmek için kullandılarMükemmel özellik bütünlüğüne sahip malzeme, akma dayanımı 926MPa, kopma uzaması 26%.
L-PBF ile üretilen Ti-5553'ün mikroyapısı ve mekanik özellikleri
L-PBF ile üretilen Ti-5553 ve Ti-5553+5Mo'nun mekanik özellikleri
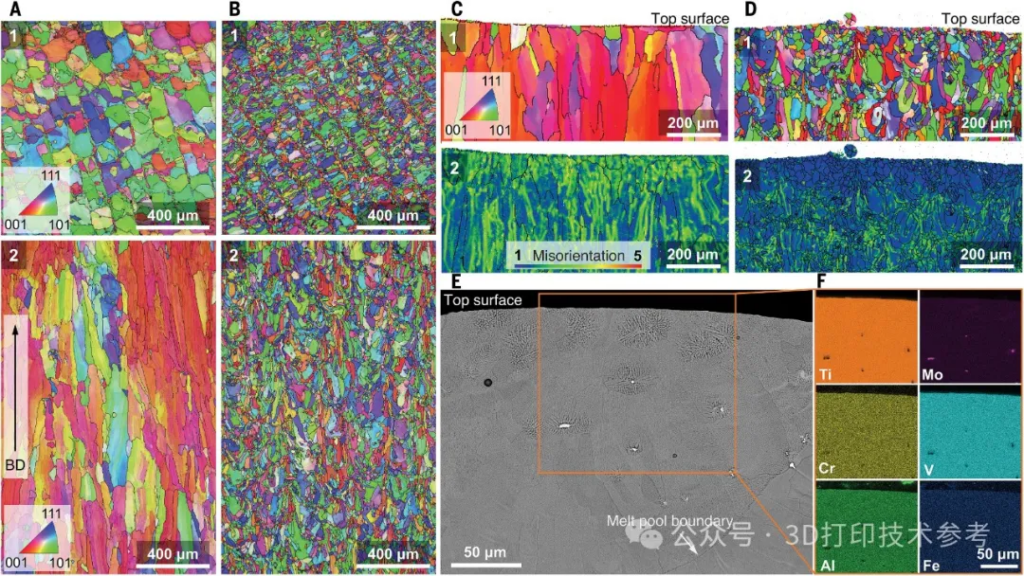
Ti-5553+5Mo'nun mekanik özellikleri son derece homojendi ve Ti-5553'ünkilere göre geliştirilmişti. Parça kalitesini değerlendirmek için yapılan mikro odaklı bilgisayarlı tomografi (mikro-BT) taraması, her iki malzemenin de sırasıyla 0,004024% ve 0,001589% toplam gözenek hacmi fraksiyonları ile çok yüksek yoğunluklar sergilediğini ortaya koymuştur. bu tür yüksek yoğunluklar, gözenekliliğin Ti-5553'ün yüksek oranda dağılmış gerilme özelliklerine neden olma olasılığının düşük olduğunu ve Ti-5553+5Mo'nun mekanik özelliklerinin yüksek tutarlılığı ile tutarlı olduğunu göstermektedir. +5Mo mekanik özelliklerin yüksek tutarlılığı. Mo ilavesinin tane yapısı üzerindeki etkisini ortaya çıkarmak için araştırmacılar, Ti-5553 ve Mo katkılı Ti-5553'ün elektron geri saçılma kırınımı (EBSD) karakterizasyonunu gerçekleştirdiler.Ti-5553'ün mikroyapısı, güçlü bir kristal örgü sergileyen tarama yönü boyunca nispeten büyük tanelerden oluşur. Ti-5553'e 5.0 wt% Mo eklenmesi, tane yapısında ve ilgili kristal yapıda önemli değişikliklere yol açar. Ti-5553+5Mo'nun tarama izlerinin kenarları boyunca oluşan birçok ince eş eksenli taneler (~20 μm çapında) oldukça görünürdür. Buna karşılık, Ti-5553+5Mo'nun mikroyapısı, tektonik yön boyunca ince eş eksenli taneler ve dar sütunlu kristaller ile karakterize edilir. Mikroyapı daha yakından incelendiğinde, ince sütunlu tanelerin periyodik dağılımı ortaya çıkmaktadır. Ti-5553'te birden fazla katmana yayılan yüksek oranda örülmüş sütunlu kristallerin aksine, Ti-5553+5Mo'daki sütunlu kristallerin uzunluk ölçeği eriyik havuzu boyutu tarafından belirlenir ve kristal örgüsü rastgele ve zayıf hale gelir.
Ti-5553 ve Ti-5553+5Mo'nun mikroyapısal karakterizasyonu
Ti-5553 ve molibden katkılı Ti-5553'ün faz analizi
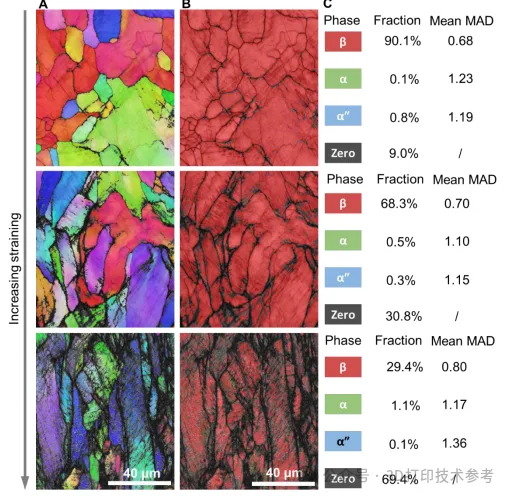
Ti-55535'ten yapılan kırılma numunelerinin EBSD karakterizasyonuSON
Ancak araştırmacılar mikroyapıda çözünmemiş molibden partikülleri tespit etmişlerdir ve bunların potansiyel etkileri bilinmemektedir. Aslında, in situ alaşımlama stratejilerinde çözünmemiş parçacıkların rastgele varlığı, mekanik ve korozyon özellikleriyle ilgili endişeleri artırmaktadır. Örneğin, in situ alaşım eklenmiş partiküllerin tamamen erimesi daha yüksek enerji gerektirebilir ve aşırı ısınma mikroyapısal değişikliklere ve mekanik özelliklerin bozulmasına yol açabilir. Ayrıca, çözünmemiş Mo partiküllerinin neden olduğu dinamik yorulma ve korozyon özellikleri bilinmemektedir. Baskı sonrası ısıl işlem çözünmemiş partikülleri ortadan kaldırabilse de, mekanik özellikleri etkileyebilecek mikro yapıyı değiştirebilir.
Genel olarak, bu Bilim çalışmasında önerilen tasarım stratejisi, farklı metal tozu hammaddelerini, farklı yazdırılabilir alaşım sistemlerini, farklı 3D baskı tekniklerini ve gelişmiş çok malzemeli baskıyı keşfetmek için yollar açmaktadır. Ayrıca sütunlu tanelerin oluşumunu engeller ve istenmeyen faz homojensizliklerini önler. Bu sorunlar, her bir tozun baskı parametrelerinden etkilenen farklı termal dağılımlar nedeniyle ortaya çıkar. Strateji aynı zamanda basılı durumdaki mukavemet ve süneklik arasındaki dengenin üstesinden gelerek, baskı sonrası işlemlere olan ihtiyacı en aza indiriyor ve şüphesiz 3D baskı alanında bir araştırma patlamasına yol açacak avantajlar sağlıyor.
Bilim ve teknoloji, imalat sektörünü yeniden şekillendirecek bir sıçrama, inovasyon ise endüstriyel gelişime öncülük edecek. Anhui Eyaleti'nin Hefei kentinde düzenlenen 2024 Dünya İmalat Kongresi'nin başarıyla sonuçlanmasıyla birlikte küresel imalat sektörünün gözleri bir kez daha akıllı imalat ve teknolojik yeniliklere odaklandı. "Akıllı Üretim - Daha İyi Bir Dünya Yaratmak" temasıyla düzenlenen konferansta, dünyanın ilk 25 megavatlık açık deniz rüzgar türbini mil yatakları ve çamur-su dengeli kalkan makinesinden yıldız-dünya kuantum iletişim sistemi, Starfire modeli ve insansı robotlara; roket motoru ve süper iletken kuantum bilgisayardan Çin'in ilk yerli büyük ölçekli yolcu gemisi ve insansı robotuna ve ilk yerli büyük ölçekli yolcu gemisine kadar küresel imalat sektörünün en son ürünleri ve önemli yenilikleri sergilendi. Roket motorları, süper iletken kuantum bilgisayarlar, Çin'in ilk yerli üretim büyük yolcu gemisi, akıllı saf elektrikli coupe vb. bu büyük yenilikler, Çin'in sayısız Çinli üretim işletmesinin bilgeliği ve çabalarıyla desteklenen üst düzey üretim alanında artan gücünü ve teknolojik yenilikçiliğini göstermiştir.
Yerli 3D baskı ekipmanı ve hızlı üretim hizmeti sağlayıcısı Beijing SANDI Technology Co, Ltd, 3D baskı alanındaki derin birikimi sayesinde, bağımsız araştırma ve geliştirme ve inovasyon yoluyla, 3D baskı teknolojisini bir dizi endüstride başarıyla uygulayarak bunun bir parçasıdır. imalat endüstrisinin gelişimini üst düzey, akıllı ve yeşil yöne doğru teşvik etmek.
Toz serme teknolojisindeki 30 yıllık deneyimine dayanan SANDI Technology, farklı boyutlardaki (milimetreden metreye) ürünlerin üretim ihtiyaçlarını karşılayabilen BJ bağlayıcı püskürtme metal / seramik, 3DP kum / PMX kristal balmumu, SLS kum / balmumu, SLM metal (çoklu malzeme gradyanı), DED metal (dövme azalmasını artırma) teknolojileri vb. dahil olmak üzere hem lazer hem de bağlayıcı püskürtme teknolojilerinde uzmanlaşmıştır ve malzeme sistemlerinin formülleri, şekillendirme süreçlerinin geliştirilmesi ve optimizasyonunda dikkate değer başarılar elde etmiştir. Geliştirme, kalıplama süreci optimizasyonu ve önemli başarıların diğer yönleri, demir bazlı alaşımlar, hafif metal alaşımları, seramikler vb. dahil olmak üzere 20'den fazla ana malzeme türü için 5 seri su bazlı bağlayıcı ve organik çözücü bağlayıcı formülasyonunun yanı sıra yaklaşık 30 tip bağlayıcı enjeksiyon işlemi formülasyonunu başarıyla geliştirmiş ve piyasaya sürmüştür ve kullanıcının yeni malzemeler ve özelleştirilmiş bağlayıcı uygulamaları için geliştirme ihtiyaçlarını karşılayabilen bağlayıcı formülasyonlarını bağımsız olarak tasarlama yeteneğine sahiptir. Yerli bağlayıcı alanının boşluğunu doldurun.
Aynı zamanda SANDI Technology, 3D baskı ve 3D destekli üretimin endüstriyel ölçekte uygulanmasını da aktif olarak teşvik etmektedir: dökümhanelerin birleşmesi ve satın alınması yoluyla, "3D baskı + döküm" süreci (3D döküm) yoluyla, tekrarlanabilir bir gösteri modelinin oluşturulması, geleneksel dökümhane dönüşümüne ve yükseltmesine yardımcı olmak, yeşil, akıllı, üst düzey bir döküm elde etmek için; 3D baskı teknolojisi Toz enjeksiyon kalıplamayı (3D Toz Metalurjisi) geliştirmek, kalıpsız hızlı parti üretimi elde etmek, endüstrinin kalite ve verimliliği artırmasına yardımcı olmak için 3D baskı teknolojisini uygulayın; SLM ve BJ teknolojisinin seri üretim ve üretiminin otomasyonunu teşvik etmek için 3C (3D3C) alanında 3D baskı, 3C özel 3D baskı sistemi ve malzeme sürecinin araştırılması ve geliştirilmesi; tıbbi uygulamaların rehabilitasyonunda (3D Medical) 3D baskıyı açın ve Çin'deki ilk 3D baskı özelleştirilmiş titanyum alaşımlı işitme cihazlarını kazandı. 3D baskı dijital diş çözümlerini teşvik ederken, özelleştirilmiş titanyum alaşımlı işitme cihazı tıbbi cihaz tescil sertifikası basmak.
3D Printing Technology, Inc.Teknolojilerimiz ve ürünlerimiz havacılık ve uzay, enerji, gemi pompaları ve vanaları, otomobiller, mühendislik makineleri, 3C elektroniği, eğitim ve bilimsel araştırma, heykel, kültür ve yaratıcılık, rehabilitasyon ve tıbbi tedavi vb. alanlarda yaygın olarak kullanılmakta ve endüstrinin kalite ve verimliliği artırması için güçlü bir destek sağlamaktadır.
Akıllı üretim dalgasında SANDI Technology, benzersiz teknolojik avantajları ve yenilikçi ruhuyla imalat sanayinin endüstriyel gelişimine öncülük etmekte ve küresel imalat sanayinin gelişimine Çin bilgeliği ve Çin gücüyle katkıda bulunmaktadır.
İmalat sanayinin hızla geliştiği günümüz çağında, geleneksel dökümhaneler giderek artan pazar rekabeti ve sürekli artan ürün kalitesi gereksinimleriyle karşı karşıyadır. Yenilikçi bir teknoloji olarak kum 3D yazıcılar, rekabet gücünü artırmanın ve dökümhaneleri geliştirmenin anahtarı haline geliyor. Bu satın alma rehberi, geleneksel dökümhane yöneticilerine bilinçli satın alma kararları vermelerine yardımcı olmak için kapsamlı ve derinlemesine rehberlik sağlamak üzere tasarlanmıştır.
Fabrika üretiminin mevcut durumunun analiz edilmesi
Geleneksel süreç değerlendirmesi: Kalıpların yapılma şekli (örn. ahşap kalıplar, metal kalıplar, vb.), kalıplama süreci (elle kalıplama veya makine ile kalıplama) ve eritme ve dökme süreci dahil olmak üzere fabrikada halihazırda kullanılan geleneksel döküm sürecini yakından inceleyin. Zaman, insan gücü ve malzeme maliyetlerinin yanı sıra her bir süreçle ilgili sorunları da değerlendirin. Örneğin, geleneksel ahşap kalıplama haftalar sürebilir ve boyutsal sapmalara ve hasara eğilimlidir; elle kalıplama yoğun emek gerektirir, verimsizdir ve tutarsız kaliteye sahiptir.
Ürün özelliklerinin analizi: Basit yapılı dökümler mi yoksa karmaşık iç boşluklara, ince duvarlı yapılara veya ince kavisli yüzeylere sahip dökümler mi olduğu konusunda tesisin esas olarak üreteceği döküm türünü tanımlayın. Birkaç santimetrelik küçük dökümlerden birkaç metrelik büyük dökümlere kadar dökümlerin boyut aralığını belirleyin. Aynı zamanda, döküm hassasiyeti için gereksinimleri analiz edin; örneğin, bazı havacılık dökümlerinin milimetre hassasiyetinde veya daha yüksek hassasiyette olması gerekebilir. Buna ek olarak, döküm işlemi ve ekipman gereksinimleri açısından değişiklik gösterebilecek döküm malzemesi de dikkate alınır.
Üretim ölçeği hususları: Aylık veya yıllık döküm üretimi de dahil olmak üzere tesisin günlük üretim ölçeğini değerlendirin. İster çok sayıda tek ürün üretimi ister küçük parti çoklu tür üretimi olsun, üretim siparişinin özelliklerini anlayın. Pik ve çukur üretim kapasitesi değişiklikleri için de ekipman seçimini ve üretim düzenlemelerini etkileyecek net bir anlayışa sahip olmak gerekir.
3DPTEK-J1600Pro Kum Kalıp 3D Yazıcı
Hedeflerin ve istenen iyileştirmelerin tanımlanması
Maliyet kontrol hedefi: Maliyet azaltma ana hedefse, her adımın maliyet bileşenlerinin analiz edilmesi gerekir. Kalıp üretim maliyetleri geleneksel sürecin büyük bir kısmını oluştururken, kumlu 3D yazıcılar kalıp üretim ihtiyacını ortadan kaldırarak maliyetin bu kısmını önemli ölçüde azaltabilir. Aynı zamanda, işçilik maliyetleri göz önüne alındığında, 3D yazıcılar yüksek derecede otomasyona sahiptir ve bu da işçiliğe olan bağımlılığı azaltabilir. Malzeme maliyetleri açısından, 3D baskı özel kum ve bağlayıcı gerektirse de, kullanılan malzeme miktarı hassas bir şekilde kontrol edilerek malzeme kullanımı iyileştirilebilir ve kumun yeniden dönüştürülmesiyle atıklar da azaltılabilir. Buna ek olarak, 3D baskı süreci kum kalıbı yapısını optimize edebilir ve hafif tasarım yoluyla kullanılan kum miktarını azaltabilir. Örneğin, orta ölçekli bir dökümhane için kum 3D yazıcıların kullanılmasıyla kalıp maliyetleri 40%, işçilik maliyetleri 30% ve malzeme maliyetleri yaklaşık 20% azaltılabilir.
Verimlilik artışı talebi: Verimlilik artışı arayan dökümhaneler ekipmanın kalıplama hızına odaklanmalıdır. Kum 3D yazıcılar karmaşık bir kum kalıbını birkaç saat içinde basabilir; bu da geleneksel kalıpları yapmak ve şekillendirmek için gereken haftalara kıyasla verimlilikte önemli bir artış demektir. Buna ek olarak, 3D yazıcılar aynı anda birden fazla kum kalıbı basabilir veya büyük bir kum kalıbı üzerinde bölümleme baskısı yaparak genel üretim döngüsünü büyük ölçüde azaltabilir. Örneğin, 3D yazıcıların bir otomotiv parçaları dökümhanesine girmesinden sonra, ürün geliştirme döngüsü birkaç aydan birkaç haftaya kısaldı ve üretim verimliliği 50%'den daha fazla arttı.
Kalite artırma beklentileri: Kum 3D yazıcıların yüksek hassasiyetli baskı kabiliyeti, daha yüksek ürün kalitesi gerektiğinde kritik önem taşır. Kum kalıbın boyutunu ve şeklini hassas bir şekilde kontrol ederek dökümdeki boyutsal sapmaları ve yüzey kusurlarını azaltabilir. Aynı zamanda, baskı sürecinin kararlılığı ve tutarlılığı sayesinde dökümlerin iç kalitesini artırabilir ve gözeneklilik ve cüruf sıkışması gibi kusurları azaltabilir. Örneğin, bazı üst düzey ekipman üretim alanlarında, 3D baskılı kum dökümlerinin hurda oranı geleneksel süreçte 10%'den 2%'nin altına düşürülmüş ve ürün kalitesi büyük ölçüde iyileştirilmiştir.
Esneklik geliştirme yönü: Küçük partilere, çok çeşitli üretim ihtiyaçlarına veya kişiselleştirilmiş özel siparişlere yanıt vermesi gereken dökümhaneler için kum 3D yazıcıların avantajları özellikle açıktır. Fiziksel kalıplar yapmasına gerek yoktur ve dijital modele göre farklı ürünler üretmek için hızla geçiş yapabilir, bu da üretim esnekliğini büyük ölçüde artırır. Örneğin, bazı sanat dökümhaneleri veya özelleştirilmiş parça üretim işletmeleri, 3D baskı teknolojisi sayesinde müşterilerin çeşitli ihtiyaçlarını karşılayabilir ve pazar alanını genişletebilir.
II. Kum 3D yazıcıların temel özelliklerinin değerlendirilmesi
Baskı Doğruluğu
Hassasiyetin döküm kalitesi üzerindeki etkisi: Baskı hassasiyeti, dökümlerin boyutsal doğruluğunu ve yüzey kalitesini doğrudan belirler. Yüksek hassasiyetli baskı, dökümlerin boyutsal sapmasının çok küçük bir aralıkta olmasını ve katı montaj gereksinimlerini karşılamasını sağlayabilir. Yüzey kalitesi açısından, yüksek hassasiyetli baskı, döküm yüzeyindeki pürüzlülüğü ve kusurları azaltabilir ve dökümün görünüm kalitesini artırabilir. Örneğin, motor blokları gibi önemli bileşenlerin üretiminde, yüksek hassasiyetli kum kalıplama, piston ve silindir bloğu arasındaki uyumun hassasiyetini sağlayabilir ve motorun performansını ve güvenilirliğini artırabilir.
Doğru hassas ekipmanın seçilmesi: İlk olarak, gerekli hassasiyet seviyesi ürünün tasarım gereksinimlerine ve kullanım senaryolarına göre belirlenir. Bazı yaygın mekanik parçalar için milimetre düzeyinde hassasiyet yeterli olabilirken; havacılık, tıbbi cihazlar ve diğer alanlardaki yüksek hassasiyetli dökümler için milimetrenin altında veya hatta daha yüksek hassasiyet gerekebilir. İkinci olarak, katman kalınlığı ve boyutsal hata aralığı dahil olmak üzere farklı cihazların hassasiyet parametrelerini anlayın. Diğer kullanıcılarla deneyim alışverişinde bulunurken üretici tarafından sağlanan teknik bilgilere ve gerçek test verilerine başvurabilirsiniz. Örneğin, 3DPTEK kum 3D yazıcı, yüksek doğruluk gereksinimleri olan dökümlerin üretimi için uygun olan ± 0,3 mm'lik bir boyutsal doğruluk elde edebilir.
Farklı hassasiyet seviyelerinin ve uygulanabilir senaryoların karşılaştırılması: düşük hassasiyetli ekipman genellikle nispeten düşük fiyatlıdır, yüksek hassasiyet gerektirmeyen ve sıradan inşaat makineleri dökümleri gibi maliyet kontrolüne odaklanan bazı üretim senaryoları için uygundur. Orta hassasiyetli ekipman fiyat ve performansı dengeler ve çoğu endüstriyel parçanın üretimi için uygundur. Yüksek hassasiyetli ekipmanlar ise havacılık, hassas aletler vb. gibi üst düzey üretim alanları için uygundur, ancak fiyatı nispeten yüksektir. Örneğin, otomotiv motoru silindir kapağı üretiminde, orta hassasiyetli ekipman temel üretim gereksinimlerini karşılayabilir; aero-motor kanatları ve diğer yüksek hassasiyetli dökümler için yüksek hassasiyetli ekipman seçmeniz gerekir.
Baskı boyutu
Üretim ölçeği ve döküm boyutuna göre baskı boyutu: Büyük dökümhanelerde, üretim taleplerini karşılamak için genellikle büyük dökümleri basabilen ekipmanlar gerekir. Örneğin, büyük gemi motor bloğu üretiminde, birkaç metre veya daha büyük boyutlu baskı ekipmanı gerekebilir. Küçük dökümhaneler veya işletmelerin küçük dökümlerinin üretimi için, ekipmanın daha küçük boyutu daha ekonomik ve pratik olabilir. Aynı zamanda, baskı boyutu, fabrika planlamasında dikkate alınması gereken ekipmanın ayak izini ve alan gereksinimlerini de etkiler.
Seçim stratejisi: Gerekli baskı boyutunu belirlemek için fabrikanın üretim planlamasına ve pazar konumlandırmasına göre. Büyük dökümlerin ana üretimi varsa, ekipmanın daha büyük bir baskı boyutunu seçmeniz gerekir; ana küçük dökümler varsa, küçük veya orta ölçekli ekipman seçebilirsiniz. Ayrıca gelecekteki geliştirme ihtiyaçlarını da göz önünde bulundurun, belirli bir miktar kapasite genişletme alanı ayırın. Ek olarak, ekipman baskı boyutunun esnek bir şekilde ayarlanıp ayarlanamayacağına dikkat edin, örneğin, bazı ekipmanlar baskı platformu ile değiştirilebilir veya farklı boyutlardaki dökümlerin üretimine uyum sağlamak için kum kutusu baskısı bile yapılamaz. Örneğin, orta ölçekli bir dökümhane gelecekte büyük ölçekli döküm üretimi alanına genişlemeyi planlıyor, o zaman ekipman seçiminde, gelecekte talebe göre genişletmek için ölçeklenebilir baskı boyutuna veya ekipmanın modüler tasarımına sahip olanlara öncelik verebilirsiniz.
Ekipman kararlılığı ve güvenilirliği
Ekipmanın istikrarlı çalışmasının önemi: Döküm üretiminde ekipmanın istikrarı çok önemlidir. Ekipman arızalandığında, üretim kesintisine yol açabilir, teslimat tarihini etkileyebilir ve işletmeye büyük ekonomik kayıplar getirebilir. Özellikle dökümhanenin sürekli üretimi için, ekipmanın uzun süre istikrarlı çalışması, üretim verimliliğini ve ürün kalitesi temelini sağlamaktır. Örneğin, otomobil parçaları döküm üretim hattında, 3D yazıcı sık sık arızalanırsa, üretim hattında durgunluğa yol açarak tüm otomobil üretim programını etkileyecektir.
Kararlılık ve güvenilirlik yöntemlerini inceleyin:
Üreticinin kalite kontrol sistemini kontrol edin: Hammadde tedariki, parça işleme, montaj ve devreye alma ve kalite kontrol önlemlerinin diğer yönleri dahil olmak üzere üreticinin üretim kalitesi yönetim sürecini anlayın. Mükemmel bir kalite kontrol sistemine sahip bir üretici genellikle daha istikrarlı ve güvenilir kalitede ekipman üretebilir. Örneğin, her bileşenin bazı tanınmış üreticileri, yüksek kalite gereksinimleri standartlarını karşıladığından emin olmak için titiz kalite testlerine tabi tutulur.
Kullanıcı Kulaktan Kulağa: Cihazın kararlılığı ve güvenilirliği hakkındaki değerlendirmelerini anlamak için cihazı daha önce kullanmış olan kullanıcılarla iletişim kurun. Kullanıcıların fiili kullanım deneyimi en doğrudan ve gerçek geri bildirimdir. Görüş ve önerilerini almak için endüstri fuarlarına katılabilir, profesyonel topluluğa katılabilir ve diğer kullanıcılarla iletişim kurmanın diğer yollarını kullanabilirsiniz. Örneğin, bazı dökümhaneler ekipman seçerken aynı sektörde iyi bir üne sahip olan markalara öncelik verecektir.
Yazılım Desteği
Mükemmel yazılım özellikleri ve işlevleri:
Model işleme: Güçlü 3D baskı yazılımı, model onarımı, optimizasyon, dilimleme ve diğer işlevler dahil olmak üzere karmaşık döküm modellerini verimli bir şekilde işleyebilir. Örneğin, CAD yazılımından içe aktarılan ve kusurlu veya baskı için uygun olmayan bazı modeller için yazılım, modelin sorunsuz bir şekilde basılabilmesini sağlamak için bu kusurları otomatik olarak algılayabilir ve onarabilir.
Baskı parametresi ayarı: Yazılım, baskı hızı, katman kalınlığı, nozul sıcaklığı, bağlayıcı dozajı ve benzeri gibi çok sayıda baskı parametresi ayar seçeneği sağlamalıdır. Kullanıcılar, en iyi baskı sonuçlarını elde etmek için farklı döküm gereksinimlerine ve malzeme özelliklerine göre bu parametreleri hassas bir şekilde ayarlayabilirler. Örneğin, ince duvarlı dökümler için, kum kalıbının mukavemetini ve hassasiyetini sağlamak için katman kalınlığının ve baskı hızının ayarlanması gerekebilir.
Üretim süreci yönetimi: Yazılım ayrıca sipariş yönetimi, görev planlaması, ekipman izleme gibi üretim süreci yönetimi işlevlerine de sahip olmalıdır. Bu, dökümhanelerin verimli üretim yönetimi elde etmesine ve üretim verimliliğini artırmasına yardımcı olabilir. Örneğin, yazılım aracılığıyla ekipmanın çalışma durumu ve baskı ilerlemesi gerçek zamanlı olarak izlenebilir, üretim tıkanıklığını önlemek için üretim görevlerinin makul bir şekilde düzenlenmesi sağlanabilir.
Yazılımı kullanım kolaylığı, işlevsel bütünlük ve cihazlarla uyumluluk açısından değerlendirin:
Kullanım kolaylığı: Yazılımın işletim arayüzü basit ve açık olmalı, başlaması kolay olmalıdır. Sezgisel bir grafik arayüz ve açık işletim prosedürleri ile profesyonel olmayan teknisyenler bile hızlı bir şekilde kavrayabilir. Kullanım kolaylığı, yazılımı deneyerek veya çalışmasının bir video gösterimini izleyerek değerlendirilebilir. Örneğin, bazı yazılımlar sihirbaz tipi bir işlem sürecini benimser, kullanıcıların tüm yazdırma işlemini tamamlamak için yalnızca istemleri adım adım takip etmesi gerekir.
İşlevsel bütünlük: yazılımın model işleme, baskı parametresi ayarı, üretim süreci yönetimi gibi yukarıda belirtilen temel işlevlerin yanı sıra otomatik optimizasyon algoritmaları ve uzaktan kontrol gibi bazı özel özelliklere sahip olup olmadığını kontrol edin. İşlev ne kadar eksiksiz olursa, ekipmanın uygulanabilirliği ve esnekliği de o kadar yüksek olur. Örneğin, bazı yazılımlar, baskı verimliliğini ve kalitesini artırmak için baskı parametrelerini dökümün şekline ve yapısına göre otomatik olarak ayarlayabilen akıllı optimizasyon algoritmalarına sahiptir.
Uyumluluk: Yazılımın cihazla iyi bir uyumluluğa sahip olduğundan ve cihazı baskı için istikrarlı bir şekilde çalıştırabildiğinden emin olun. Ayrıca, sorunsuz model içe aktarma ve işleme için yazılımın CAD yazılımı gibi diğer tasarım yazılımlarıyla uyumluluğunu da göz önünde bulundurun. Yazılımın teknik belgelerini kontrol edebilir veya hangi dosya formatlarını ve yazılım arayüzlerini desteklediğini öğrenmek için üreticiye danışabilirsiniz. Örneğin, bazı yazılımlar STL, OBJ gibi yaygın dosya formatlarını destekler ve çoğu CAD yazılımı ile sorunsuz bir şekilde çalışabilir.
III. Maliyet ve yatırım getirisi analizi
Ekipman satın alma maliyetleri
Farklı markalar ve konfigürasyonlar için fiyat aralığı: Kum 3D yazıcıların fiyatı markaya, teknoloji seviyesine, baskı boyutuna, doğruluğa ve diğer faktörlere bağlı olarak değişir. Genel olarak konuşursak, Avrupa ve Amerikan markalarının ekipmanlarının fiyatı nispeten yüksektir ve milyonlarca hatta on milyonlarca dolar olabilir; Çin markalarının ekipmanlarının fiyatı nispeten düşüktür ve farklı konfigürasyonlara bağlı olarak yüz binlerce dolar ile milyonlarca dolar arasında değişebilir. Örneğin, ileri teknoloji ve mükemmel performansa sahip bazı üst düzey Avrupa ve Amerikan ekipmanları, ancak fiyatı çok pahalıdır; ve 3DPTEK gibi fiyat-performans oranında Çin'in gelişmekte olan bazı ekipman markaları daha avantajlıdır, bu marka Çin'de daha ünlüdür, ekipman çok uygun maliyetlidir, 3DPTEK kendi yaklaşık 10 dökümhanesini işletirken, aynı zamanda Çin'de düzinelerce dökümhane işletmesi Ekipman, pazarın kesinlikle doğrulandığı, çok iyi bir seçim olduğu söylenebilir.
Teknoloji seviyesi: Gelişmiş baskı teknolojisi, yüksek hassasiyetli kontrol sistemi, istikrarlı mekanik yapı vb. ekipmanın maliyetini artıracaktır. Örneğin, lazer sinterleme teknolojisine sahip ekipman genellikle daha yüksek hassasiyet ve daha iyi kum mukavemeti sunan sıradan bağlayıcı püskürtme teknolojisine sahip ekipmandan daha pahalıdır.
Marka etkisi: tanınmış markalar genellikle araştırma ve geliştirmeye, üretime, satış sonrası hizmete vb. daha fazla yatırım yapar ve marka değerleri de ekipman fiyatına yansıyacaktır. Uzun yıllara dayanan sektör deneyimine ve iyi bir üne sahip bazı markalar genellikle daha güvenilir ekipman ve daha iyi hizmet sağlayabilir, ancak fiyatı da nispeten yüksektir.
Satış sonrası hizmet: ekipman kurulumu ve devreye alma, eğitim, bakım, teknik destek vb. dahil olmak üzere mükemmel satış sonrası hizmet sistemi, üreticinin işletme maliyetlerini artıracak ve bu da ekipman fiyatına yansıyacaktır. Bazı üreticiler, fiyat üzerinde etkisi olacak 24 saat çevrimiçi teknik destek, hızlı yanıt bakım hizmetleri vb. sağlar.
işletme maliyeti
Sarf malzemelerinin maliyeti:
Kum: Kum 3D yazıcılarda kullanılan kumun tipik olarak belirli tane boyutu, şekil ve mukavemet gereksinimlerini karşılaması gerekir. Farklı nitelikteki kumların fiyatları piyasa arz ve talebine göre değişir ve dalgalanır. Örneğin, bazı yüksek mukavemetli, düşük tozlu özel kumlar nispeten pahalı olabilir, ancak kum deseninin kalitesini ve baskı sonuçlarını iyileştirebilir.
Bağlayıcı: Bağlayıcı, kum kalıbını oluşturmak için kumu birbirine bağlayan temel malzemedir ve fiyatı da işletme maliyetini etkiler. Farklı bağlayıcı türleri performans ve fiyat açısından farklılık gösterir ve gerçek ihtiyaçlara göre seçilmesi gerekir. Aynı zamanda, bağlayıcı miktarı da maliyeti etkileyecektir, bazı gelişmiş baskı teknolojileri maliyetleri düşürmek için kullanılan bağlayıcı miktarını azaltabilir.
Enerji tüketim maliyeti: ekipman çalışma sırasında elektrik tüketecektir ve enerji tüketim maliyeti ekipmanın gücü, çalışma süresi, elektrik fiyatı ve diğer faktörlerle ilgilidir. Ekipman seçerken, ekipmanın enerji verimliliği oranına odaklanabilir ve enerji tasarruflu ekipmanı seçebilirsiniz. Örneğin, bazı cihazlar, baskı kalitesini sağlama öncülüğünde enerji tüketimini azaltabilen gelişmiş enerji tasarrufu teknolojisi kullanır. Yüksek güçlü cihazlar genellikle birim zaman başına daha fazla enerji tüketir ve cihaz uzun süre sürekli çalışırsa, enerji tüketiminin maliyeti önemli ölçüde artacaktır. Ve farklı bölgelerdeki elektrik fiyatlarındaki farkın da maliyet üzerinde bir etkisi olacaktır, örneğin, yoğun bölgelerdeki endüstriyel elektrik tüketiminin belirli tercihli politikaları olabilir, enerji maliyetini doğru bir şekilde değerlendirmek için bu faktörleri dikkate almak gerekir.
Ekipman Bakım Maliyetleri: Ekipmanın normal çalışmasını sağlamak için düzenli bakım ve idamesi gereklidir ve belirli maliyetlere neden olur. Aşınan parçaların değiştirilmesi, ekipman temizliği, kalibrasyon ve maliyetin diğer yönleri de buna dahildir. Bazı üreticiler ekipman bakım hizmeti paketleri sağlayacaktır, dökümhaneler kendi durumlarına göre seçim yapabilirler. Aynı zamanda, ekipmanın güvenilirliği ve istikrarı da bakım maliyetlerini etkileyecektir, ekipman bakım maliyetlerinin düşük arıza oranı nispeten düşüktür. Örneğin, yüksek kaliteli bileşenler ve gelişmiş tasarım kullanan bazı ekipmanlar, aşınan parçaların değiştirilme sıklığını azaltarak bakım maliyetlerini düşürür.
Yatırım getirisi değerlendirmesi
Maliyet tasarruf analizi:
Kalıp Maliyeti Tasarrufu: Daha önce de belirtildiği gibi, geleneksel döküm sürecinde kalıp yapma maliyeti yüksektir, oysa kum 3D yazıcılar fiziksel kalıp yapmak zorunda kalmayarak bu maliyeti önemli ölçüde azaltabilir. Kalıp maliyeti tasarrufları, geleneksel bir kalıp yapma maliyeti ile bir kum kalıbının 3D baskı maliyeti arasındaki fark hesaplanarak değerlendirilebilir. Örneğin, karmaşık bir döküm kalıbını yapmak on binlerce dolara mal olabilirken, 3D baskılı bir kum kalıbı ile bu maliyet 80%'den daha fazla azaltılabilir.
İşçilik maliyeti tasarrufu: 3D yazıcıların yüksek otomasyon derecesi nedeniyle, işçiliğe olan bağımlılık azalır. İşgücü maliyeti tasarrufları, geleneksel bir süreçteki işgücü miktarı ve maliyeti ile 3D baskının benimsenmesinden sonraki işgücü gereksinimleri karşılaştırılarak hesaplanabilir. Örneğin, geleneksel bir döküm hattı kalıp yapmak, şekillendirmek ve benzeri işler için düzinelerce işçi gerektirebilirken, 3D yazıcıların benimsenmesiyle ekipmanı izlemek ve bakımını yapmak için yalnızca birkaç operatör gerekebilir ve işçilik maliyetleri yaklaşık 50% azaltılabilir.
Malzeme Maliyeti Tasarrufu: Kullanılan malzeme miktarı doğru bir şekilde kontrol edilerek ve malzeme kullanımı iyileştirilerek malzeme maliyetleri azaltılabilir. Örneğin, geleneksel kalıplama işlemleri büyük miktarlarda atık kum ve hurda üretebilirken, 3D baskı, modele dayalı olarak malzeme kullanımını hassas bir şekilde kontrol ederek atıkları azaltabilir. Aynı zamanda, bazı 3D baskılı malzemeler geri dönüştürülerek maliyetler daha da azaltılabilir.
Verimlilik kazanımlarından elde edilen gelir artışı:
Azaltılmış döngü süresi: Kum 3D yazıcılar ürün geliştirme ve üretim döngülerini önemli ölçüde azaltabilir. Piyasada acilen bulunması gereken bazı ürünler için erken teslimat, daha yüksek pazar fiyatları ve rekabet avantajları sağlayabilir. Verimlilik kazanımlarının değeri, ürünlerin daha erken teslim edilmesinin ek faydaları hesaplanarak değerlendirilebilir. Örneğin, 3D baskı teknolojisini benimseyen bir otomotiv parçaları dökümhanesi, yeni ürünlerin geliştirme döngüsünü 6 aydan 2 aya indirerek pazara daha erken girmiş ve daha yüksek pazar payı ve satış geliri elde etmiştir.
Artan kapasite: Ekipmanın verimli çalışması ve hızlı prototipleme kabiliyetleri tesisin kapasitesini ve dolayısıyla satış gelirlerini artırabilir. Artan kapasite ve buna karşılık gelen satış geliri, tesisin üretim programına ve pazar talebine göre tahmin edilebilir. Örneğin, ayda 1.000 döküm üreten bir dökümhane, 3D yazıcıların devreye girmesiyle kapasitesini 1.500'e çıkarırsa ve döküm başına 100 $ kâr elde ettiği varsayılırsa, kârdaki artış ayda 50.000 $ olacaktır.
Geri ödeme döngüsünün hesaplanması: Yatırımın fizibilitesi, ekipman satın alma maliyetleri, işletme maliyetleri, maliyet tasarrufları ve artan gelir gibi faktörler dikkate alınarak geri ödeme döngüsü hesaplanarak değerlendirilir. Geri ödeme döngüsü, ekipmanın kullanıma alınmasından yatırımın tamamının geri kazanılmasına kadar geçen süreyi ifade eder. Örneğin, bir kum 3D yazıcının satın alma maliyetinin 2 milyon dolar olduğu ve yılda toplam 800.000 dolar maliyet tasarrufu ve gelir artışı sağlanabileceği varsayıldığında, geri ödeme döngüsü yaklaşık 2,5 yıl olacaktır. Daha doğru bir değerlendirme yapabilmek için pazar değişikliklerinin, teknoloji güncellemelerinin ve diğer faktörlerin geri ödeme döngüsü üzerindeki potansiyel etkisinin de dikkate alınması gerekir.
IV. Pazar araştırması ve marka seçimi
Pazar bilgilerinin toplanması
Endüstri sergileri: Yurtiçi ve yurtdışındaki döküm endüstrisi fuarlarına katılmak, kum 3D yazıcı pazarı hakkında bilgi edinmenin önemli bir yoludur. Sergi, en son ürünlerini ve teknolojilerini anlamak için birçok ekipman üreticisiyle doğrudan iletişim kurabilir. Fuarda, üreticilerin teknik personeli ve satış personeli ile derinlemesine iletişim kurabilir, detaylı ürün bilgisi ve fiyat teklifleri alabilirsiniz. Aynı zamanda, ekipmanın canlı gösterimini de gözlemleyebilir, ekipmanın performansını ve çalışma sürecini sezgisel olarak hissedebilirsiniz. Örneğin, bazı büyük uluslararası döküm fuarlarında, dünyanın her yerinden tanınmış üreticiler en son ekipmanlarını ve teknolojilerini sergileyecek ve dökümhanelere zengin seçenekler sunacaktır.
Profesyonel web siteleri: Büyük miktarda ekipman bilgisi, kullanıcı yorumları ve teknik makaleler toplayan birçok profesyonel döküm ekipmanı web sitesi ve endüstri forumu vardır. Bu sitelere göz atarak, farklı ekipman markalarının özelliklerini, kullanıcı geri bildirimlerini ve pazar eğilimlerini anlayabilirsiniz. Bazı siteler, kullanıcıların kendileri için doğru ekipmanı daha iyi seçmelerine yardımcı olmak için ekipman karşılaştırma ve seçim araçları da sağlar. Örneğin, bazı profesyonel web sitelerinde, farklı kum 3D yazıcı markalarının ayrıntılı parametre karşılaştırmalarını ve satın alma kararları için referans sağlayan gerçek kullanıcı incelemelerini bulabilirsiniz.
Kullanıcı forumları: Diğer dökümhane kullanıcılarıyla deneyim alışverişinde bulunmak için dökümhane sektöründeki kullanıcı forumlarına veya topluluklarına katılın. Bu kullanıcılar genellikle farklı ekipmanların kullanımına ilişkin gerçek deneyimlerini, karşılaştıkları sorunları ve çözümleri paylaşırlar. Onların deneyimleri ve önerileri yeni kullanıcılar için çok değerlidir ve bazı yaygın hatalardan ve tuzaklardan kaçınmaya yardımcı olabilir. Örneğin, bazı forumlarda, kullanıcılar ekipmanın gerçek kullanımı, satış sonrası hizmet kalitesi vb. hakkında bilgi paylaşır ve bu da ekipman seçerken diğer kullanıcılara referans sağlayabilir.
Marka itibarının değerlendirilmesi
Üretici nitelikleri: Sektördeki durumlarını ve etkilerini anlamak için ekipman üreticilerinin yeterlilik sertifikalarını, onurlarını ve ödüllerini kontrol edin. Örneğin, bazı ulusal uzmanlık ve yeni "küçük dev" işletmeler, yüksek teknoloji işletmeleri, ISO kalite yönetim sistemi sertifikasına sahip vb. bu nitelikler, üreticinin teknoloji araştırma ve geliştirme, üretim yönetimi ve diğer yönlerdeki gücünü kanıtlamaktadır. Sektörün bilimsel ve teknolojik yenilik ödülleri, mükemmel ürün ödülleri vb. gibi onur ve ödüller de üreticinin teknoloji ve kalite tanıma alanındaki ürünlerini yansıtır.
Üretim deneyimi: Zengin üretim deneyimine sahip üreticiler genellikle ürün kalitesi ve satış sonrası hizmet açısından daha güvenlidir. Üreticinin ne kadar süredir kum 3D yazıcı üretimi yaptığını, üretim ölçeğini ve geçmiş proje deneyimini öğrenebilirsiniz. Uzun yıllardır sektörde olan ve birçok dökümhaneye ekipman ve çözüm sağlayan bir üretici genellikle daha güvenilirdir. Örneğin, bazı üreticiler onlarca yıldır 3D baskı ve döküm alanında faaliyet göstermekte ve farklı dökümhanelerin ihtiyaçlarına kişiselleştirilmiş çözümler sunmalarını sağlayan zengin bir deneyim biriktirmişlerdir.
Teknoloji Ar-Ge gücü: üreticinin teknoloji Ar-Ge yatırımına ve inovasyon yeteneğine odaklanın. İleri teknoloji, ekipman performansının ve kalitesinin garantisidir, üreticinin kendi Ar-Ge ekibine sahip olup olmadığı, patentli teknoloji ve bilimsel araştırma kurumlarıyla işbirliği değerlendirme için bir temel olarak kullanılabilir. Örneğin, bazı üreticiler Ar-Ge fonlarına yatırım yapmaya devam ediyor, pazarın değişen ihtiyaçlarını karşılamak için yeni baskı teknolojisi ve özelliklerinin tanıtımı, bu tür üreticiler teknolojik olarak daha ileriye dönük.
Pazar payı ve kullanıcı değerlendirmesi: Markanın ekipmanının pazar payını bilmek, sektördeki popülerliğini ve rekabet gücünü yansıtabilir. Aynı zamanda, diğer kullanıcıların değerlendirmelerini kontrol ederek, ekipmanın kalitesi, performansı ve satış sonrası hizmeti hakkında gerçek geri bildirim alabilirsiniz. Kullanıcı yorumlarını çevrimiçi olarak arayabilir, sektör uzmanlarına danışabilir veya markanın ekipmanı hakkında ne düşündüklerini öğrenmek için diğer dökümhanelerle doğrudan iletişime geçebilirsiniz. Örneğin, piyasadaki bir ekipman markası yüksek bir paya sahipse ve kullanıcı yorumları genellikle iyiyse, bu markanın her açıdan mükemmel olduğu anlamına gelir.
Saha gezileri ve prototip testleri
Saha incelemesi: Koşullar izin veriyorsa, ekipman üreticisine saha incelemesi yapılması önerilir. Üretim sürecini, kalite kontrol sürecini ve üretim ekipmanının gelişmişlik derecesini anlamak için üreticinin üretim atölyesini ziyaret edebilirsiniz. Üreticinin üretim yönetiminin standartlaştırılıp standartlaştırılmadığını ve personelin teknik seviyesinin ve çalışma tutumunun ne olduğunu gözlemleyin. Aynı zamanda, teknik güçlerini ve hizmet anlayışlarını anlamak için üreticilerin teknisyenleri ve yöneticileri ile derinlemesine bir iletişim kurabilirsiniz. Örneğin, üretim atölyesinde ekipmanın montaj sürecini, parçaların kalitesini ve üretim sürecindeki kalite kontrol bağlantısını kontrol edebilirsiniz.
Prototip testi: Bir prototipin test edilmesi çok önemli bir adımdır. Üreticide veya kendi fabrikanızda prototip testi, gerçek döküm modelinin ekipmana girilmesi, baskı sürecinin, kum kalıbının kalitesinin ve ekipmanın kararlılığının ve güvenilirliğinin gözlemlenmesi. Prototip testi sayesinde, ekipmanın üretim ihtiyaçlarınızı ve kalite gereksinimlerinizi karşılayıp karşılamadığını sezgisel olarak anlayabilirsiniz. Test sürecinde baskı süresi, kum doğruluğu, yüzey kalitesi gibi temel verilerin kaydedilmesine ve bunların üretici tarafından sağlanan teknik parametrelerle karşılaştırılmasına dikkat edilmelidir. Örneğin, test için karmaşık dökümlerin bazı temsili modellerini hazırlayabilir ve ekipmanın karmaşık yapıları işlemedeki performansını gözlemleyebilirsiniz. Unutmayın, bu çok önemlidir, eğer geçici olarak siteyi ziyaret edemediyseniz, maliyeti ödemek zorunda olsanız bile (parçalar büyük değildir, genellikle üreticiler oynamakta özgür olacak veya oynamanıza yardımcı olmak için maliyetle), aynı zamanda üreticinin ekipmanın en sezgisel anlayışı olan örnekleri yazdırmasına izin vermek için çaba sarf etmek.
V. Satış sonrası servis ve teknik destek
Satış sonrası hizmet içeriği
Ekipman kurulumu ve devreye alma: Ekipmanın kurulumu ve devreye alınması, ekipmanın normal çalışmasını sağlamak için temel oluşturur. Mükemmel satış sonrası hizmet, ekipmanın düzgün bir şekilde kurulmasını ve ilk devreye alma ve kalibrasyonun yapılmasını sağlamak için profesyonel bir kurulum ekibi içermelidir. Kurulum işlemi sırasında, kullanıcının ekipmanı başlangıçta anlayabilmesi için ekipmanın temel yapısı ve çalışma yöntemleri kullanıcıya açıklanmalıdır. Örneğin, montajcılar ekipmanın kurulum konumunu fabrikanın gerçek düzenine ve üretim talebine göre makul bir şekilde düzenleyecek ve elektrik ve mekanik bağlantıları ve hata ayıklamayı gerçekleştirecektir.
Eğitim: Kapsamlı eğitim hizmetleri kullanıcılar için çok önemlidir. Eğitim içeriği, ekipmanın çalıştırma becerilerini, yazılım kullanımını, rutin bakım bilgisini ve yaygın sorun giderme yöntemlerini içermelidir. Eğitim, farklı kullanıcıların ihtiyaçlarını karşılamak için yerinde eğitim ve çevrimiçi eğitim olarak ikiye ayrılabilir. Örneğin, yerinde eğitim, ekipman kurulumunun tamamlanmasından sonra, profesyonel eğitmenler tarafından yüz yüze rehberlikle gerçekleştirilebilir; çevrimiçi eğitim, video eğitimleri, çevrimiçi sınıflar ve kullanıcıların istedikleri zaman, istedikleri yerde öğrenmelerine olanak tanıyan diğer yollarla olabilir.
Bakım: Zamanında ve verimli bakım hizmeti, ekipmanın uzun vadeli istikrarlı çalışmasının garantisidir. Satış sonrası hizmet, temizlik, yağlama, inceleme vb. gibi düzenli ekipman bakımının yanı sıra ekipman arızası durumunda hızlı bir şekilde müdahale ve onarımı da içermelidir. Üreticiler, bakım süreci sırasında hasarlı parçaların zamanında değiştirilebilmesini sağlamak için yeterli yedek parça envanteri sağlamalıdır. Örneğin, ekipman arızalandığında, satış sonrası servis ekibi, ekipmanın çalışmama süresinin üretim üzerindeki etkisini en aza indirmek için sorun giderme ve onarım işlemlerini gerçekleştirmek üzere belirli bir süre içinde sahaya gelmelidir.
Yazılım yükseltme: Teknolojinin sürekli gelişmesiyle birlikte, ekipmanın yazılımının da yükseltilmesi ve optimize edilmesi gerekir. Satış sonrası hizmet, ekipmanın performansını ve işlevselliğini artırmak için düzenli yazılım yükseltme hizmetlerini içermelidir. Yazılım yükseltmeleri, sorunsuz ve güvenli bir yükseltme süreci sağlamak için ağ üzerinden uzaktan veya evdeki teknisyenler tarafından gerçekleştirilebilir. Örneğin, yeni yazılım sürümü kullanıcılara daha iyi bir deneyim sunmak için baskı algoritmalarını optimize etme, baskı hızını ve hassasiyetini artırma gibi bazı yeni işlevler ekleyebilir.
Teknik Desteğin Önemi
Teknik sorunların çözülmesi: Ekipmanın kullanım sürecinde, baskı parametrelerinin optimizasyonu, kum deseninin kalitesinin iyileştirilmesi ve diğer ekipmanlarla uyumluluk sorunları gibi çeşitli teknik sorunlarla karşılaşılabilir. Profesyonel teknik destek ekibi, kullanıcıların bu sorunları çözmelerine yardımcı olmak ve sorunsuz üretim sağlamak için zamanında çözümler sağlayabilir. Örneğin, standartların altında baskı doğruluğu sorunuyla karşılaşıldığında, teknik destek personeli baskı parametrelerini, ekipman durumunu ve diğer faktörleri analiz ederek baskı doğruluğunu artırmak için ilgili ayarlama önerilerini verebilir.
Optimize edilmiş baskı parametreleri: Farklı dökümler ve üretim ortamları farklı baskı parametresi ayarları gerektirebilir. Teknik destek personeli, en iyi baskı etkisini ve üretim verimliliğini elde etmek için kullanıcının özel ihtiyaçlarına ve gerçek duruma göre optimize edilmiş baskı parametreleri sağlayabilir. Örneğin, bazı karmaşık yapılı dökümler için teknik destek personeli, kum kalıbın kalitesini ve mukavemetini artırmak için katman kalınlığını, nozül hareket hızını, bağlayıcı dozajını ve diğer parametreleri özelliklerine göre ayarlayabilir.
Süreç iyileştirme önerileri sağlayın: Üretim deneyimi ve teknolojik ilerleme birikimi ile süreç iyileştirme, üretim verimliliğini ve ürün kalitesini artırmanın önemli bir yoludur. Teknik destek ekibi, sektördeki en son gelişmelere ve kullanıcıların gerçek durumlarına göre süreç iyileştirme önerileri ve çözümleri sağlayabilir. Örneğin, üretim sürecini optimize ederek ve kalıplama yöntemlerini geliştirerek, dökümhanenin genel üretim seviyesi iyileştirilebilir.
VI. Özet ve öneriler
Satın alma noktalarını ve dikkat edilecek hususları özetleyin
Net talep: Satın almadan önce, kendi fabrikalarının mevcut üretim durumunu, ürün özelliklerini, geliştirme planlamasını vb. net bir şekilde anlamalı, kendi ekipmanlarına en uygun olanı seçebilmeniz için ihtiyaçlarını ve iyileştirme yönündeki beklentilerini netleştirmelisiniz.
Ekipman özelliklerinin kapsamlı değerlendirmesi: cihazın performansının üretim gereksinimlerini karşılayabilmesini sağlamak için baskı doğruluğu, baskı boyutu, cihaz kararlılığı, yazılım desteği ve ekipmanın diğer yönleri.
Maliyet ve yatırımın geri dönüşünün dikkate alınması: sadece ekipmanın satın alma maliyetine odaklanmamalı, aynı zamanda işletme maliyetleri, maliyet tasarrufu ve artan gelir gibi faktörleri de tam olarak dikkate almalı ve yatırımın fizibilitesini sağlamak için yatırım döngüsünün geri dönüşünü hesaplamalıyız.
Marka itibarına ve satış sonrası hizmete vurgu: iyi marka itibarına, zengin üretim deneyimine ve güçlü teknik araştırma ve geliştirme gücüne sahip üreticileri seçin ve aynı zamanda üreticilerin mükemmel satış sonrası hizmet ve teknik destek sağlayabilmesini sağlayın.
Bilinçli karar vermeyi teşvik edin
Ekipman yenileme ve teknolojik yükseltme karşısında geleneksel dökümhane, yeni teknolojileri, yeni ekipmanları deneyecek kadar cesur olmalıdır. Yenilikçi bir teknoloji olarak kum 3D yazıcı, dökümhane için büyük değişiklikler ve iyileştirmeler getirebilir. Bununla birlikte, bir satın alma kararı verirken, faktörlerin tüm yönlerini göz önünde bulundurmalı, yeterli pazar araştırması ve analizi yapmalı ve üreticiler derinlemesine iletişim ve değişim gerçekleştirmelidir.
Geleneksel dökümhanelerin yöneticilerinin bu satın alma kılavuzuna dayanarak, kendi fabrikalarının gerçek durumunu dikkate alarak, kendilerine uygun kumlu 3D yazıcıları tanıtarak, fabrikalarının rekabet gücünü artırarak, sürdürülebilir kalkınmayı gerçekleştirerek, dijital dönüşüm dalgasında ilk fırsatı kazanarak ve döküm endüstrisinin gelişimine yeni bir canlılık katarak akıllıca satın alma kararları vermeleri umulmaktadır.
Yedi, kum 3D yazıcı teklifi almak için çevrimiçi mesaj
4 Ocak 2024 tarihinde, 2024 yılının ilk Science makalesi, Kaliforniya Üniversitesi, Berkeley'de inorganik kimyager ve Amerika Birleşik Devletleri ve Çin Üçlü Akademisi üyesi olan Profesör Yang Peidong'un ekibi tarafından yayımlandı.
Yüksek fotolüminesans kuantum verimine sahip mavi ve yeşil yayıcılar şu anda katı hal aydınlatma ve renkli ekran araştırmalarında ön planda yer almaktadır. Profesör Peidong Yang'ın ekibi, hafniyum ve zirkonyum halid oktahedral kümelerin supramoleküler montajı yoluyla neredeyse tekdüze fotolüminesans verimliliğine sahip mavi ve yeşil yayan malzemeler göstermiştir. Yüksek derecede ışıldayan halojenür kalkojenit tozları, ince film ekranlar ve kendinden aydınlatmalı 3D baskı için mükemmel çözelti işlenebilirliğine sahiptir. Fotolüminesan tozlar, karıştırma ve sonikasyon yoluyla reçineye homojen bir şekilde dağıtıldı. Mavi ve yeşil yayıcılar, çok malzemeli bir dijital ışık baskı yöntemi kullanılarak karmaşık makro ve mikro yapılara monte edildi. Reçine, 405 nm yapısal UV ışık ışınlaması altında hızla katı 3D yapılara dönüştürüldü.
Eyfel Kulesi'nin basılı mimari modelleri, 254nm uyarımdan sonra kendi mavi ve yeşil renklerini göstermektedir. Her iki Eyfel Kulesi de birbirlerine birkaç santimetre mesafededir ve yüksek çözünürlüklü uzamsal özelliklere sahiptir. 3D baskılı sekiz kafesli yapı içindeki mavi ve yeşil yayan bölgeler arasındaki sınırın yakından görünümü, her iki tarafta da renk geçişi olmaksızın renk geçişlerinde yüksek derecede hassasiyet ortaya koymaktadır. Çift emisyonlu sekizli kafes yapı aynı zamanda parlak emisyon ve yüksek yapısal doğruluk elde etmektedir.3D baskılı ışık yayan yapılar için potansiyel uygulamalar, iç mekan ortamları için karmaşık aydınlatma çözümlerinden giyilebilir cihazlara sorunsuz entegrasyona kadar geniş ve gelişmektedir.
3D baskı teknolojisi alanındaki ikinci Science 2024 makalesi 8 Şubat'ta yayımlandı. Avustralya Queensland Üniversitesi (Jingqi Zhang ve diğerleri), Chongqing Üniversitesi (Ziyong Hou, Xiaoxu Huang) ve Danimarka Teknik Üniversitesi'nden ortak bir ekip, Ti5553 metal tozuna Mo ekleyerek 3D baskı işlemi için yerinde alaşımlama elde etti.
Özellikle, molibdenin erimiş havuza hassas bir şekilde verilmesiyle, molibden her tarama katmanı sırasında kristal oluşumu ve inceltilmesi için bir tohum çekirdeği görevi görebilir ve büyük sütunlu kristallerden ince eş eksenli ve dar sütunlu kristal yapılara geçişi kolaylaştırabilir. Molibden ayrıca istenen β-fazını stabilize eder ve termal döngü sırasında faz heterojenliğinin oluşumunu engeller, bu sayede sadece 3D baskılı titanyum alaşımlarının mukavemeti artmakla kalmaz, aynı zamanda mükemmel bir süneklik ve gerilme özellikleri dengesi elde edilir.
Titanyum endüstrisinin beygiri olarak adlandırılan TC4, tavsiye edilen minimum 101 TP3T kopma uzamasına sahipken, bu 3D baskı ile hazırlanan titanyum 5553, 926 MPa akma dayanımı ve 261 TP3T kopma uzaması ile uygulama için büyük bir potansiyele sahiptir. Yöntemin diğer metal tozu karışımlarına da uygulanması ve gelişmiş özelliklere sahip farklı alaşımlara göre özelleştirilmesi bekleniyor.
2024'te 3D baskı teknolojisi alanındaki ilk Nature makalesi 27 Şubat'ta yayınlandı. Çin Bilimler Akademisi Metaller Enstitüsü'nden bir araştırma ekibi, "Neredeyse boşluksuz 3D baskı yoluyla bir titanyum alaşımında yüksek yorulma direnci" başlıklı bir makale yayınladı.
Makale, 3D baskılı mikro yapıların doğal olarak yüksek bir yorulma direncine sahip olduğunu ve bu özelliğin bozulmasının mikro gözeneklerin varlığından kaynaklanabileceğini savunuyor. Mikro gözenekleri ortadan kaldırmaya yönelik geleneksel çabalar genellikle dokunun kabalaşmasına neden olurken, dokunun yeniden iyileştirilmesi süreci gözenekliliğin tekrarlanmasına yol açmakta ve hatta tane sınırlarında α-faz zenginleşmesi gibi yeni dezavantajları tetikleyerek hem gelen hem de giden çabalar için mikroyapı ikilemini zorlaştırmaktadır. CAS ekibi, ısıl işlem araştırmaları sırasında, yüksek sıcaklıklarda 3D baskılı titanyum alaşımlarının faz dönüşümü ve tane büyümesinin eşzamansız olduğu önemli bir işlem sonrası süreç penceresi keşfetti. α'dan β fazına geçiş, yeterli aşırı ısınma ile hemen gerçekleşir ve β fazının büyüme sıcaklığına ulaşılmasına rağmen, tane sınırlarının kendilerini yeniden düzenlemek için bir gebelik süresine ihtiyacı vardır. Bu değerli ısıl işlem penceresinden yararlanan araştırmacılar, sıcak izostatik preslemeyi yüksek sıcaklıkta kısa süreli işlemle birleştiren, hem doku inceltme sağlayan hem de α-faz zenginleşmesinin yanı sıra mikro gözeneklerin yeniden ortaya çıkmasını önleyen ve sonuçta neredeyse hiç mikro gözenek içermeyen 3D baskılı titanyum alaşımları hazırlayan bir ısıl işlem yöntemi belirlediler.
Bu mikro yapıya sahip TC4 titanyum alaşımları, yaklaşık 1 GPa'lık yüksek bir yorulma sınırına ulaşarak, mevcut tüm katkılı olarak üretilen ve işlenmiş titanyum alaşımlarının yanı sıra diğer metalik malzemelerin yorulma direncini aşmaktadır.
2024'te 3D baskı teknolojisi alanındaki 2. Nature makalesi 13 Mart'ta yayınlandı. Stanford Üniversitesi'ndeki araştırmacılar, 2015 yılında üniversitede geliştirilen sürekli bir sıvı arayüz üretim tekniğini temel alarak, mikro ölçekli partiküllerin daha verimli üretimi için bir 3D baskı tekniği geliştirdi ve yüksek hassasiyet ve özelleştirilebilirlikle günde 1 milyon mikron boyutunda partikül oluşturdu.
Nano ila mikron ölçekli partiküller biyomedikal cihazlarda, ilaç ve aşı dağıtımında, mikroakışkanlarda ve enerji depolama sistemlerinde geniş bir uygulama alanına sahiptir. Bununla birlikte, geleneksel üretim yöntemleri, parçacık şekli ve homojenliği ve parçacık özellikleri ile üretim hızı ve ölçeklenebilirlik gibi birçok faktörün dengelenmesini gerektirir. Stanford Üniversitesi'ndeki araştırmacılar, çeşitli malzemeler ve karmaşık geometrilere sahip parçacıkların hızlı, değişken bir şekilde üretilmesini ve toplanmasını sağlamak için sürekli film ile tek basamaklı mikrometre çözünürlüklü optikler kullanan ölçeklenebilir, yüksek çözünürlüklü bir r2r CLIP 3D baskı işlemi geliştirdi. Bu teknoloji sayesinde araştırmacılar, yüksek üretim hızlarını ve malzeme seçiminde esnekliği korurken mikron düzeyinde hassas 3D baskı elde edebiliyor ve partikül üretimi için yeni olanaklar sunuyor.
Bu ölçeklenebilir partikül üretim teknolojisinin aşağıdakileri sağladığı kanıtlanmıştırSeramikten hidrojel manifoldlara kadar geniş bir alanda üretim potansiyeli"Şekle özgü partiküllerin rulodan ruloya, yüksek çözünürlüklü 3D baskısı" başlığı altında yayınlanan araştırma, mikro takımlama, elektronik ve ilaç dağıtımında potansiyel uygulamalara sahip. Çalışma "Roll-to-roll, high-resolution 3D printing of shape-specific particles" başlığı altında yayımlandı.
Kaynak: AMReference
Grup Genel Merkezi
Adres:No.7 Jin Yi Street, Shunyi District, Pekin, Çin Tel: 010-62117806 E-posta: 3dptek@3dptek.com