
3月10日,第十七届中国国际粉末冶金、硬质合金与先进陶瓷展(PM CHINA)在上海世博展览馆隆重开幕。北京三帝科技股份有限公司(以下简称“三帝科技”)携BJ粘结剂喷射金属/陶瓷及SLM梯度金属3D打印解决方案参展。

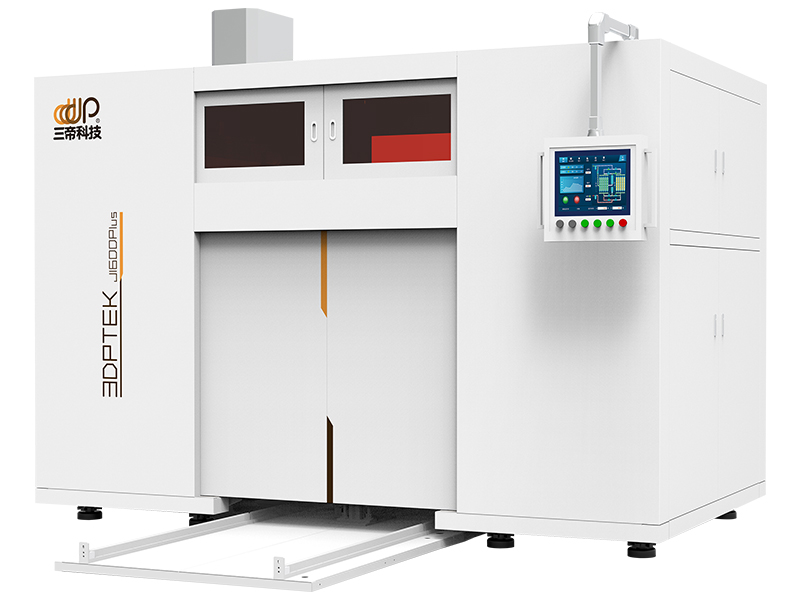
图:三帝科技现场展示BJ粘结剂喷射金属打印机3DPTEK-J160R
展会同期,三帝科技在注射成形论坛上分享了《粘结剂喷射3D打印赋能粉末冶金》的主题报告。报告指出,传统粉末注射成型(MIM)面临前期投入高、开模成本高、产品尺寸受限等挑战,而三帝科技通过粘结剂喷射3D打印(BJM)技术实现了无模制造、复杂结构和大尺寸成型,为粉末冶金行业提供了更高效、低成本的解决方案。

BJ Binder Jet Metal/Seramik Baskı Çözümleri
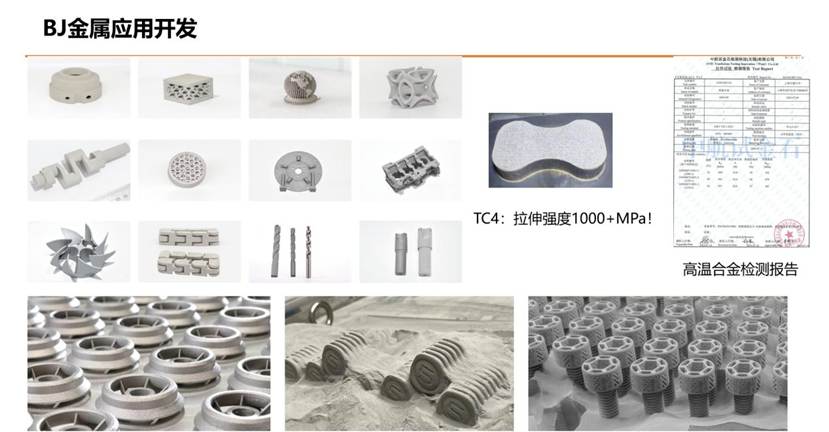
三帝科技自主掌握BJ技术设备、材料、工艺等关键技术,在小粒径粉体铺放、粉床致密度提升、高尺寸精度控制、粘结剂材料体系开发、脱脂烧结工艺等方面具备成熟的技术和经验。公司自主研制的3DPTEK-J160R/J400P/J800P系列化粘结剂喷射打印设备及其成型工艺,集成了精准供料系统、高致密铺粉系统和高精度喷墨打印控制系统,解决了小粒径低流动性粉末铺放与成型致密度关键共性技术,突破了高分辨率、高精度喷墨控制关键技术,可实现800-1200dpi高分辨率打印成型,成型精度优于±0.1mm,成型效率最高可达3600cc/h,相关技术指标达到国际先进水平。

图:BJ金属/陶瓷打印机3DPTEK-J160R、3DPTEK-J400P/J800P
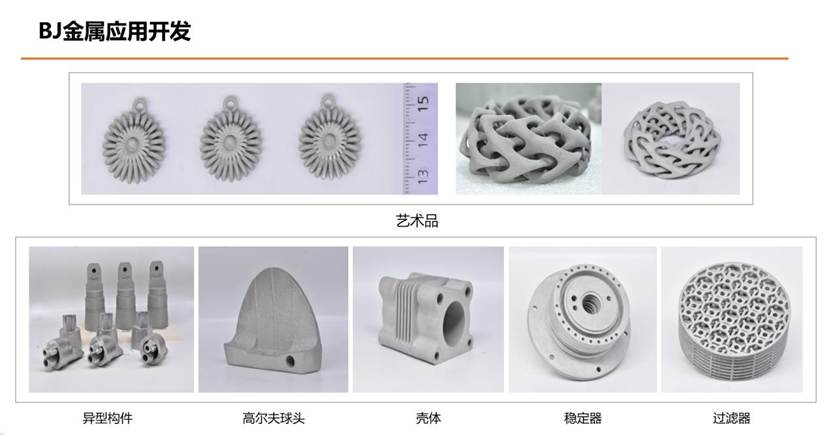
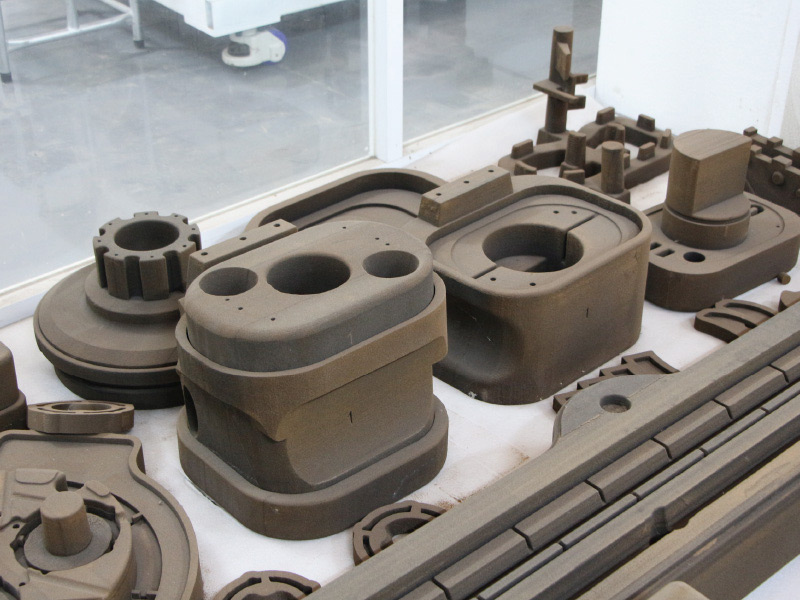
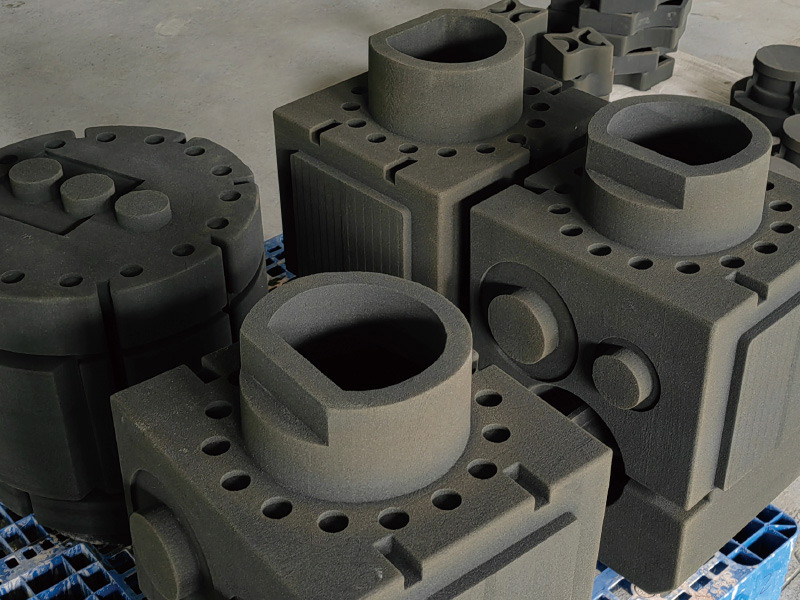
同时,三帝科技在多年BJ技术研究中逐步形成了健全的粘结剂材料成型工艺体系。基于水基环保型粘结剂和溶剂基高效粘结剂两大种类形成的20余种工艺配方,开发相应的成型工艺和脱脂烧结等后处理工艺,实现了适用于不锈钢、工模具钢、钛合金、铜合金、高温合金、硬质合金等金属材料,碳化硅(SiC)等陶瓷材料以及PMX晶态蜡、无机盐、食品、药品、高分子复合材料等非金属材料的成型工艺。同时,通过对高致密度脱脂烧结成型工艺的系统研究,实现了对脱脂烧结过程中金属与陶瓷产品的控形与控性,对脱脂烧结后的成品质量实现精准把控,产品性能优于MIM国际材料标准的力学性能。

Şekil: BJ Metal Baskı

Şekil: BJ Seramik Baskı
此外,三帝科技联合深圳职业技术大学、深圳清华大学研究院、上海交通大学、北京科技大学等科研院所相关团队共同开展粘结剂喷射成型等材料、工艺与应用的基础技术研究,推动在工业模具、刀具、3C电子等产品,及复杂、异形大尺寸陶瓷产品等领域的产业化应用。
SLM激光金属打印解决方案
三帝科技自主研发推出了SLM选区激光熔化金属打印设备AFS-M120/M400、梯度金属设备AFS-M120X(T)、多材料增减材设备AFS-M300XAS等,完成了不锈钢/钛合金/铝合金/模具钢/钴铬合金/镍基合金等材料的成型及工艺开发。

图:三帝科技SLM(梯度)金属打印系列设备
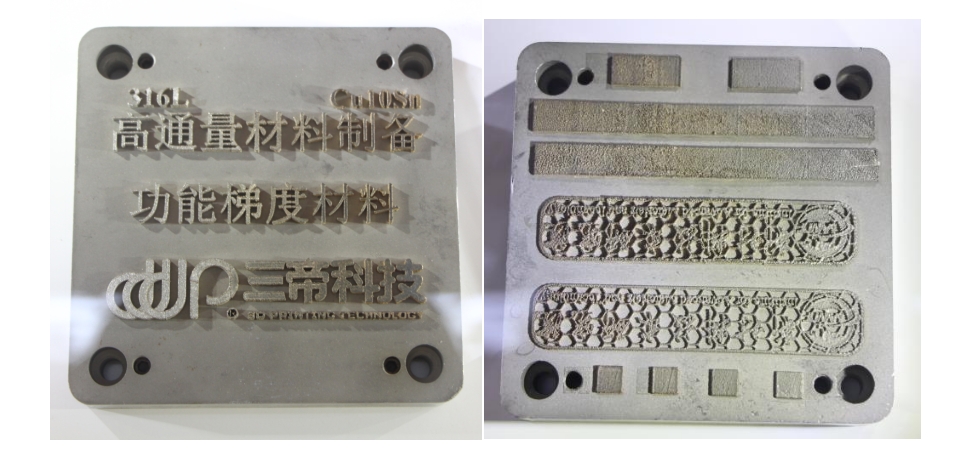
其中,梯度金属打印设备AFS-M120X(T)可适用于复合金属材料的性能研究与开发,可实现两种及以上多种金属材料的连续梯度精确供粉;具备水平/垂直梯度变化方向,降低了工艺复杂性,节省粉末原材料、提升研发效率。在高通量材料制备、航空航天、汽车、医疗、模具加工等领域的新材料开发中具有广阔的应用前景。多材料增减材梯度金属AFS-M300XAS可适用于复合金属材料的性能研究与开发,最多可实现4种材料的梯度,水平方向实现连续梯度变化,垂直方向实现材料成分切换或渐变。
目前,三帝科技已与北京科技大学、山东理工大学、兰州理工大学、北京航空航天大学、北京钢铁研究总院、沈阳自动化所等众多科研院所合作,不断地提供先进、可靠、实用的梯度功能金属材料解决方案。
了解更多3D打印赋能粉末冶金的解决方案,3月11-12日,上海世博展览馆三帝科技展位:H1馆A735,欢迎莅临交流!
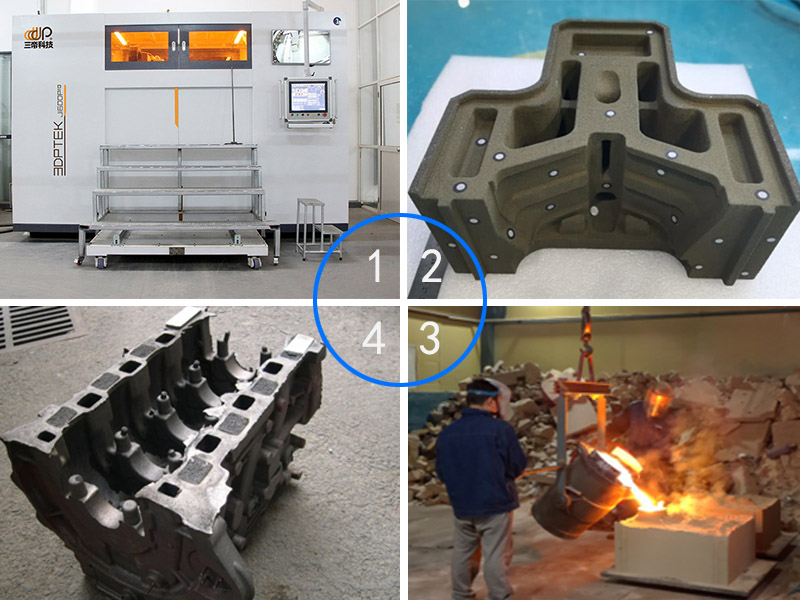
在现代制造业中,铸造工艺一直是生产复杂金属零件的重要方法。然而,传统的铸造工艺面临着诸多挑战,如复杂结构成型难、定制化生产受限、生产周期长、成本控制难、产品质量不稳定以及环保问题等。随着3D打印技术的快速发展,砂型3D打印机应运而生,成为解决这些问题的革命性工具。本文将深入探讨砂型3D打印机如何改变铸造行业,并分析其带来的多重优势(解决了哪些核心问题)。
传统铸造工艺在制造复杂形状的砂型模具时,往往面临巨大的技术难题和高昂的成本。例如,航空发动机叶片内部通常有精细复杂的冷却通道,传统工艺制造这类模具的难度极高。而砂型3D打印机通过数字化建模和逐层打印技术,能够轻松实现复杂形状砂型的制造,极大地降低了技术门槛和成本。
随着个性化消费和小众市场的兴起,小批量、定制化铸件的需求呈爆发式增长。然而,传统铸造工艺的开模成本高、定制周期长,难以满足市场的快速响应需求。砂型3D打印机无需模具,能够根据客户的特殊规格、造型和性能要求,快速设计并打印砂型,极大地提高了定制化生产的灵活性和效率。




传统砂型铸造需要经历设计模具、制造模具、调试模具等冗长流程,大型模具的制造周期常常超过数月。期间还可能因设计变更或模具瑕疵导致返工,进一步延长生产周期。砂型3D打印机无需模具制作,直接按数字模型打印,可以大幅缩短产品的开发周期,提高生产效率。
传统铸造模具制造过程中,材料浪费严重,复杂模具的材料利用率不足30%。此外,从模具工到造型工、修模工,人力投入大,进一步推高了成本。砂型3D打印机按需打印,精准用砂,材料利用率超过90%。打印过程自动化程度高,减少了人力成本,显著降低了生产成本。
传统砂型因模具磨损、分型面贴合误差等问题,铸件尺寸偏差常超过±1mm,后续机加工余量多,材料浪费大。砂型3D打印机由数字化模型精准驱动,砂型尺寸精度可达±0.5mm以内,减少了机加工工序,降低了成本。
传统砂型易出现局部疏松、夹砂等问题,导致铸件力学性能不均,易出现裂纹等缺陷。砂型3D打印机能实现均匀紧实,避免砂粒松散不均,同时优化凝固过程,大幅减少缩孔、缩松,保障铸件内部质量稳定可靠,提升产品性能与使用寿命。
传统铸造的模具制造产生大量废金属、废塑料,砂型处理后废砂堆积如山。年产能万吨铸件的工厂,废砂年排放量超过5000吨,处理成本高且污染环境。砂型3D打印机在生产中,未使用的砂可回收再利用,废弃物极少。此外,打印过程无需大量化学粘结剂,减少了有害气体挥发,改善了车间环境。
砂型3D打印机能够快速响应市场需求,特别适合频繁改型的小批量产品。它能让铸造厂快速满足客户的个性化定制需求,提高客户满意度和市场竞争力。同时,砂型3D打印机支持批量生产,可在短时间内打印出大量高质量的砂型,满足大规模生产的需求,提高生产效率和产量。
砂型3D打印技术直接打印砂型,无需开模具,从而大大降低了开模费用,特别适合小批量和复杂结构的生产需求。此外,砂型3D打印设备只需简单培训即可操作,且不需要大量人力协同,能有效减少对技术工人的依赖,让铸造厂轻松应对招工难、用工贵的问题。
砂型3D打印机的精度较高,如3DPTEK的3D打印设备,这意味着铸件的尺寸精度大幅提升,产品的一次合格率显著增加,降低了废品率,让铸造厂的资源利用率更高。同时,3D打印砂型的精度和表面质量更佳,减少了打磨、修整的工作量,让生产过程更加清洁,并提升了产品的质量和工艺一致性。
砂型3D打印机以紧凑的机身设计,占地小,灵活安装,适合中小型铸造厂的不同场地布局需求。模块化的生产方案还能支持企业轻松扩展,实现多机联动。部分砂型3D打印机支持数字化监控系统,企业管理者可实时监控生产进度和设备状态,实现生产流程的全面可控,设备运行数据可自动存储,方便优化生产策略。




砂型3D打印机的出现,不仅解决了传统铸造工艺中的诸多难题,还为铸造行业带来了前所未有的机遇。它通过提高生产效率、降低生产成本、提升产品质量和优化生产管理,为铸造厂提供了强大的竞争力。随着技术的不断进步,砂型3D打印机将在未来的制造业中发挥越来越重要的作用,推动铸造行业向更高效、更环保、更智能的方向发展。
Bu makale, kum havuzsuz 3D yazıcıları ve bunların üretim verimliliğini artırmak için geleneksel kum havuzlarının sınırlamalarından nasıl boyutsal esneklik, yüksek doğruluk, maliyet etkinliği ve tasarım özgürlüğü sağlayabileceğini araştırmaktadır. Aynı zamanda, okuyuculara döküm sektöründe kum havuzsuz 3D yazıcıların yenilikçi değeri ve potansiyeli hakkında bir anlayış kazandırmaktadır.
Kutusuz 3D yazıcılar, kum 3D baskı işleminde geleneksel kutuların kullanımını ortadan kaldırarak geleneksel kum 3D yazıcılardan önemli ölçüde farklı oldukları için bu şekilde adlandırılmıştır. İşte farklı olduğu birçok yoldan bazıları:
Geleneksel kum havuzlarının rolü ve sınırlamalarıKum kutusu, geleneksel kum döküm sürecinin ve bazı geleneksel kum 3D baskı tekniklerinin ayrılmaz bir parçasıdır. Kumu tutmak, kumun kalıplanması için alan sağlamak, kalıplama işlemi sırasında kumun belirli bir şekli korumasını sağlamak ve kutunun taşınması ve kapatılmasında kumun bütünlüğünü sağlamak için kullanılır. Bununla birlikte, kum kutusunun sabit boyutu üretilebilecek kum modelinin boyutunu sınırlar ve üretim ve bakım maliyetleri yüksektir. Kum modelinin karmaşık yapısı için, kum kutusunun tasarımı ve üretimi zordur ve ayrıca kum modelinin ısı dağılımını ve hava geçirgenliğini etkileyebilir, bu da dökümlerin kalitesini etkileyebilir.
Kumsuz kutu 3D yazıcılar nasıl çalışır?: Kum havuzsuz 3D yazıcı, kum ve bağlayıcının doğrudan nozul tarafından tabla üzerinde katman katman oluşturulduğu kum havuzsuz esnek alan oluşturma teknolojisini benimser. Ekipman, kumu baskı alanına eşit olarak yayabilen hassas bir kum yayma sistemine sahiptir ve nozül, model kesit bilgilerine göre bağlayıcıyı doğru bir şekilde püskürtür, böylece kum parçacıkları katman katman kum şeklini oluşturmak için bağlanır. Bu süreçte, kalıplama alanı ve kısıtlamaları sağlamak için bir kum kutusuna gerek yoktur, bu da baskı esnekliğini ve özgürlüğünü büyük ölçüde artırır.
İsimlendirmenin temeli3D yazıcının adı, kendisini geleneksel kum kutusunun kısıtlamalarından kurtarmak ve yeni bir kum 3D baskı modu yaratmak olan temel teknik özelliğini doğrudan yansıtmaktadır. Bu adlandırma şeması basit ve nettir, geleneksel kum 3D baskı ekipmanıyla temel farkı vurgular ve baskı işlemi sırasında bir kum kutusunun yardımı olmadan kum kalıplarının üretiminde yüksek hassasiyet ve yüksek verimlilik elde edebilmenin benzersiz avantajını vurgular.
Kutusuz bir 3D yazıcının çalışma prensibi ile geleneksel bir kum 3D yazıcının çalışma prensibi arasında açık bir fark vardır. Geleneksel kum 3D yazıcılar, kalıplama alanını tanımlamak için sabit bir kum kutusuna güvenir ve kısmi destek sağlamak için kum kutusuna güvenir ve baskı yolu kum kutusu ile sınırlıdır; oysa kum kutusu 3D yazıcılar esnek alan kalıplama teknolojisini benimser, talep üzerine baskı platformunu genişletir, boyut sınırlamasını aşar, daha yüksek hassasiyetle kum ve bağlayıcı sağlar ve iç kum birikimini ve bağlayıcı enjeksiyonunu ayarlayarak destek sağlar, böylece baskı yolu daha serbest ve esnektir ve kum kalıpların baskı verimliliği ve kalitesi etkili bir şekilde iyileştirilebilir. Baskı yolu planlaması daha serbest ve esnektir, bu da baskı verimliliğini ve kum kalıbının kalitesini etkili bir şekilde artırabilir.

Döküm alanında kum havuzu içermeyen 3D yazıcıların geliştirilmesi, özellikle aşağıdaki açılardan çok umut vericidir:
Teknolojik yenilik ve atılımlar
Sandbox içermeyen 3D yazıcılar, SANDI'nin 3D yazıcıları gibi teknolojik yenilikler sunmaya devam ediyor. 3DPTEK-J4000 Kum havuzsuz esnek bölge kalıplama teknolojisinin benimsenmesi, baskı platformunu genişletmek için özelleştirilebilir, maksimum kum kalıplama 4 m, 10 m + seviyesindeki üretim ihtiyaçlarını karşılamak için, geleneksel döküm ekipmanının boyut sınırlamalarını aşarak, büyük ve karmaşık dökümlerin üretimi için olanak sağlar.
Önemli maliyet avantajları
Bir yandan, 4 metre ve daha büyük kutusuz 3D yazıcıların fiyatı 2,5 metrelik makinelerle karşılaştırılabilir olduğundan sahip olma maliyeti azalır ve şirketlerin daha düşük birim maliyetle daha büyük kum kalıplama kapasitesi elde etmesini sağlar. Öte yandan, kutusuz 3D yazıcılar kum ve bağlayıcı gibi malzemeleri doğru bir şekilde kullanabildiğinden daha az malzeme israfı olur ve bu da üretim maliyetlerini azaltır.
Pazar talebinde güçlü büyüme
Havacılık, otomotiv, enerji ve diğer alanlarda büyük, karmaşık, yüksek hassasiyetli dökümlere olan talep artmaya devam ediyor. Örneğin, uçak motoru bileşenleri, otomotiv motor blokları vb. üretimi, kumsuz 3D yazıcılar bu alanlardaki dökümler için yüksek performans gereksinimlerini karşılayabilir ve pazar potansiyeli çok büyüktür.
Tasarım özgürlüğünde önemli artış
Kumsuz 3D yazıcılar, geleneksel yöntemlerle elde edilmesi zor olan karmaşık geometriler ve boşluklar üretebilir, parça entegrasyonu ve hafif tasarım gerçekleştirebilir, ürün yeniliği için daha fazla alan sağlayabilir, ürün performansını artırmaya, maliyetleri düşürmeye ve işletmelerin pazardaki rekabet gücünü artırmaya yardımcı olabilir.
Verimlilikte önemli artış
Geleneksel kalıp yapım yöntemleriyle karşılaştırıldığında, kum kalıpların veya maçaların kum havuzsuz 3D baskısı yalnızca birkaç saat ila birkaç gün sürebilir; bu da yeni ürünlerin geliştirme ve üretim döngüsünü önemli ölçüde kısaltabilir, üreticilerin pazar talebindeki değişikliklere daha hızlı yanıt vermesine yardımcı olabilir ve üretkenliği ve ekonomik verimliliği artırabilir.
Mükemmel çevresel performans
Kumsuz 3D yazıcılar talep üzerine malzeme kullanarak atık ve fazla malzemenin bertaraf maliyetlerini azaltır ve bazı makineler çevre dostu malzemeler ve bağlayıcılar kullanarak çevre kirliliğini azaltır, sürdürülebilir kalkınma gereksinimlerini karşılar ve dökümhanelerin çevre düzenlemelerinin giderek daha katı hale gelen sınırlarını karşılamasına yardımcı olur.
Endüstriyel entegrasyonun derinleştirilmesi
Sandbox 3D yazıcıların ve dökümhanelerin entegrasyonu derinleşmeye devam ediyor, işletmeler dökümhanelerin birleşmeleri ve satın almaları yoluyla ve "3D baskı + döküm" sürecini açmanın diğer yollarıyla, tüm endüstri zincirine genel bir çözüm sağlamak ve döküm endüstrisini yeşil, akıllı, üst düzey yöne teşvik etmek için.
Hızlı ve yüksek kaliteli döküm hizmetleri sağlayabilecek bir ortak arıyorsanız, Guangxi Yulin Foundry (Beijing SANDI Technology altında) şüphesiz güvenilir bir seçimdir. İnovasyon ve verimli üretime kendini adamış bir dökümhane olarak Guangxi Yulin Foundry, müşterilerimizin çeşitlendirilmiş ihtiyaçlarını karşılamakla kalmaz, aynı zamanda ileri teknolojimiz ve coğrafi avantajlarımız sayesinde son derece rekabetçi pazarda öne çıkar. Aşağıda size sunabileceğimiz temel avantajlar ve hizmet özellikleri yer almaktadır:


Guangxi Yulin Dökümhanesi, 3DP kum baskı teknolojisinin kullanılmaya başlanmasıyla döküm alanında teknolojik bir atılım gerçekleştirdi. Bu teknoloji, karmaşık kum kalıplarının hızlı bir şekilde üretilmesini sağlayarak döküm üretim döngülerinde önemli bir azalmaya yol açmaktadır. Bu yenilikçi süreç, dökme demir ve alüminyum alaşımlarının hızlı dökümüne yönelik müşteri talebini karşılayabilir ve özellikle deneme parçaları, küçük seri üretim ve karmaşık parçalar için yüksek hassasiyet gereksinimleri olan şirketler için uygundur. Guangxi Yulin Foundry, 3DP baskı teknolojisi sayesinde sadece verimliliği artırmakla kalmıyor, aynı zamanda dökümlerin kalitesini ve tutarlılığını da sağlayarak müşteriler için zaman ve maliyet tasarrufu sağlıyor.
Bir işletmenin konumu, tedarikçi seçerken dikkat edilmesi gereken önemli hususlardan biridir. Guangxi Yulin Dökümhanesi, aşağıdaki bölgeleri birbirine bağlayan bölgede yer almaktadırGuangdong-Hong Kong-Makao Büyük Körfez Bölgesişarkı söyleyerek karşılık verinBeibu Körfezi Ekonomik Bölgesi (Pekin, Tianjin, Hebei, Liaoning ve Shandong'u içeren ekonomik bölge)Güney Çin bölgesine açılan önemli bir kapı konumundayız. Bu eşsiz konumumuz sayesinde, Güney Çin'den gelen siparişlere hızlı bir şekilde yanıt verebilirken, aynı zamandaASEAN pazarları. Bu, müşterilere işbirliği için geniş bir alan sağlayan yüz milyar dolarlık bir makine imalat pazarıdır. İster yerel ister uluslararası bir müşteri olun, uygun lojistik ve mükemmel tedarik zinciri hizmetlerinin keyfini çıkarabilirsiniz.
Guangxi Yulin Dökümhanesi, yıllık yüksek performanslı alüminyum alaşımlı ürün üretimi ile güçlü bir üretim kapasitesine sahiptir.2 milyon adetBu kapasite yalnızca ölçeğimizi ve gücümüzü yansıtmakla kalmıyor, aynı zamanda müşterilerimize istikrarlı ve sürekli ürün tedariki sağlayabildiğimiz anlamına da geliyor. Bu üretim kapasitesi yalnızca şirketin ölçeğini ve gücünü yansıtmakla kalmıyor, aynı zamanda müşterilerimize istikrarlı ve sürekli bir ürün tedariki sağlayabildiğimiz anlamına da geliyor. İster çeşitli boyutlarda alüminyum alaşımlı parçalar ister özelleştirilmiş gereksinimler olsun, bunları verimli bir şekilde karşılayabiliyoruz.


Güney Çin ve ASEAN bölgesi, makine imalat endüstrisinin hızlı gelişimi aşamasındadır, yüksek kaliteli döküm ürünlerine olan talep artmaktadır. Guangxi Yulin Foundry, bu pazara derinden bağlıdır ve endüstrinin ihtiyaçları ve gelişme eğilimleri hakkında derin bir anlayışa sahiptir. Döküm ürünlerimiz otomobil imalatı, inşaat makineleri, endüstriyel ekipmanlar gibi birçok alanda yaygın olarak kullanılmakta, yerel ve bölgesel makine imalat işletmelerine güvenilir destek sağlamaktadır.
Guangxi Yulin Foundry, müşterilerine yüksek kaliteli döküm ürünleri ve hizmetleri sunmak için her zaman "önce müşteri, önce kalite" kavramına bağlı kalır. Hızlı döküm için yenilikçi teknik desteğe veya büyük miktarlarda istikrarlı tedariğe ihtiyacınız olsun, size uygun çözümler sağlayabiliriz. Guangxi Yulin Foundry'yi seçmek verimliliği, güvenilirliği ve profesyonelliği seçmektir. Parlak bir gelecek yaratmak için sizinle işbirliği yapmayı dört gözle bekliyoruz!
Anhui Tongling 3D Döküm Merkezi, Pekin SANDI Teknolojisi altında metal sanat dökümüne ve hassas üretime odaklanan bir döküm merkezidir. Çin'de 3D baskı hassas döküm teknolojisini manuel modellemeye dayanan metal heykellerin dökümüne başarıyla uygulayan ilk şirketlerden biri olarak, geleneksel el dökümünün sınırlamalarını kırdık, verimliliği önemli ölçüde artırdık, benzeri görülmemiş tasarım özgürlüğü elde ettik ve müşterilerimiz için yenilikçi metal sanatı ve döküm çözümleri sağladık.

Anhui Eyaleti, Tongling'de 7.000 metrekarelik bir alanı kaplayan 3D döküm merkezi, tasarımdan bitmiş ürüne kadar tüm üretim kapasitesi sürecini kapsayan çok çeşitli gelişmiş döküm süreçleri ve ekipmanları ile donatılmıştır. İster karmaşık metal heykellerin yaratılması ister yüksek hassasiyetli endüstriyel dökümlerin imalatı olsun, müşterilerimizin çeşitli ihtiyaçlarını karşılayabiliyoruz.
Müşterilerimize aşağıdaki avantajları sağlamak için 3D baskı teknolojisinin metal heykel dökümüne girmesine öncülük ettik:
Çeşitli gelişmiş döküm ve işleme teknolojilerinde ustalaşıyoruz, en uygun süreci seçmek için müşteri ihtiyaçlarına göre esnek olabiliriz:


Anhui Tongling 3D Döküm Merkezi, müşterilerine teknolojik olarak gelişmiş ve güvenilir kaliteli metal sanat döküm ve hassas üretim hizmetleri sunmayı taahhüt eder. İster karmaşık kentsel heykeller tasarlamanız, ister üst düzey sanat eserlerini özelleştirmeniz veya yüksek hassasiyetli endüstriyel parçaları hızlı bir şekilde prototiplemeniz gereksin, size en iyi çözümleri sağlayabiliriz.
Biz sadece üretici değil, aynı zamanda işbirliği içinde fikirlerin gerçekleştiricisiyiz. İleri teknoloji, profesyonel hizmet ve güçlü üretim kapasitesi sayesinde, daha harika eserler yaratmak için sizinle birlikte çalışmayı dört gözle bekliyoruz!
Günümüzde otomobil parçaları endüstrisinin hızlı gelişiminde, üretim verimliliği, üretim hassasiyeti ve süreç yeniliği, müşterilerin üretim ortaklarını seçmeleri için kilit faktörler haline geliyor. Ve Shandong Rizhao3D Döküm MerkeziGelişmiş 3D baskı teknolojisi, bol miktarda işleme ekipmanı ve akıllı döküm üretim hatlarıyla, otomotiv parçaları endüstrisinde yeni nesil katmanlı üretim teknolojisinin yenilikçi uygulamasını teşvik etmeye ve müşterilere prototip deneme üretiminden küçük ve orta ölçekli toplu üretime kadar tek elden çözümler sunmaya kararlıyız.
Shandong Rizhao 3D döküm merkezi, çeşitli ve karmaşık üretim ihtiyaçlarını karşılayabilmesini sağlamak için tüm eklemeli üretim ve sonraki işleme sürecini kapsayan bir dizi endüstri lideri 3D baskı ekipmanı ve işleme ekipmanı ile donatılmıştır:

Shandong Rizhao 3D Döküm Merkezi, müşterilere tasarımdan teslimata kadar tam süreç hizmetleri sunmak ve müşterilerin çeşitlendirilmiş üretim ihtiyaçlarını karşılamak için 3D baskı teknolojisini ve geleneksel üretim süreçlerini entegre eder:
1. Katmanlı üretim teknolojileri
3D baskı teknolojisini kullanarak karmaşık parçaların hızlı üretimi:
2. Döküm ve talaşlı imalat hizmetleri
3. Yüzey işleme ve denetim hizmetleri
1. Malzeme çeşitlendirmesi
Müşterilerimizin farklı ihtiyaçlarını karşılamak için çok çeşitli malzemelerin işlenmesini ve üretilmesini destekliyoruz:
2. Geniş uygulama senaryoları yelpazesi
Teknolojilerimiz ve hizmetlerimiz çok çeşitli karmaşık üretim senaryolarını kapsamaktadır:
3. Hızlı yanıt ve etkin teslimat
3D baskı teknolojisi ve akıllı üretim hatlarının verimli kombinasyonu sayesinde, üretim döngüsünü önemli ölçüde kısaltarak müşterilerimize hızlı prototipleme ve zamanında teslimat sağlayabiliyoruz.

Shandong Rizhao 3D Döküm Merkezi, müşterilerine yenilikçi üretim çözümleri sunmak için özellikle otomotiv parçaları endüstrisinde gelişmiş 3D baskı teknolojisini akıllı üretim süreciyle derinlemesine entegre ediyor:
Shandong Rizhao 3D Döküm Merkezi, ileri teknoloji, mükemmel ekipman ve tek elden hizmet kabiliyeti ile otomobil parçaları endüstrisi ve diğer üretim alanları için verimli ve güvenilir üretim hizmetleri sunmaktadır. İster prototip deneme üretimi, ister karmaşık yapısal parça üretimi veya küçük ve orta ölçekli seri üretim olsun, size profesyonel ve esnek çözümler sağlayabiliriz.
Proje ihtiyaçlarınızı görüşmek için bizimle iletişime geçmekten çekinmeyin ve tasarımdan üretime kadar her adımda ürününüzü başarıya ulaştırmak için birlikte çalışalım!
Yüksek kaliteli, büyük ölçekli alüminyum alaşımlı dökümler sağlayabilecek bir ortak aradığınızda, Pekin SANDI Technology'ye bağlı bir dökümhane olan Henan Pingdingshan Foundry (bundan böyle Henan Pingdingshan Foundry olarak anılacaktır), mükemmel Ar-Ge yeteneği, gelişmiş üretim teknolojisi ve zengin endüstri deneyimi ile ilk tercihinizdir. Biz sadece yüksek gerilim iletim alüminyum döküm kabuk endüstrisinin önde gelen kuruluşlarından biri değil, aynı zamanda birçok yerli ve yabancı birinci sınıf işletmenin uzun vadeli stratejik ortağıyız. Güçlü üretim gücümüz ve tek elden hizmet kabiliyetimiz sayesinde, müşterilerimize verimli ve güvenilir döküm çözümleri sunmayı taahhüt ediyoruz.
Henan Pingdingshan Foundry, uzun yıllara dayanan döküm deneyimi ile yüksek gerilim iletim döküm alüminyum kabuk endüstrisinde lider bir şirkettir ve Pinggao Group'un mükemmel bir tedarikçisi ve uzun vadeli stratejik ortağıdır. Aynı zamanda, biz deKore LS, Kore NissinÇin'de tanınmış şirketler için GIS kabuklarının tek tedarikçisiyiz ve müşterilere istikrarlı ve güvenilir ürün tedariki sağlıyoruz.
Temel ürünlerimiz şu alanlarda yaygın olarak kullanılmaktadırUltra-ultra-yüksek gerilim güç aktarımı, demiryolu taşımacılığı, havacılık ve uzay, yeni enerjive diğer üst düzey alanlarda, özellikle Baihetan Hidroelektrik Santrali ve yurtiçi ve yurtdışındaki diğer tanınmış mühendislik projelerinde önemli bir rol oynamaktadır.


Tasarımdan teslimata kadar aşağıdaki segmentleri kapsayan tek elden bir hizmet sunuyoruz:
İster karmaşık şekilli parçalar, ister özelleştirilmiş küçük partiler veya büyük ölçekli üretim olsun, müşterilerimizin proje hedeflerine verimli bir şekilde ulaşmalarına yardımcı olan güvenilir çözümler sunuyoruz.
Farklı ihtiyaçlara uygun çeşitli akıllı döküm üretim hatları kurduk:
Yıllık yüksek kaliteli alüminyum alaşımlı parça üretimi ile süper büyük şekilli alüminyum alaşımlı dökümler geliştirme ve üretme yeteneğine sahibiz.5000 ton. Kendi geliştirdiğimiz döküm 3D baskı ekipmanı ve verimli üretim hatları sayesinde, müşteri ihtiyaçlarına hızlı bir şekilde yanıt verebiliyor, geliştirme döngüsünü kısaltabiliyor ve teslimat verimliliğini artırabiliyoruz.
Ürünlerimiz, yüksek performanslı alüminyum alaşımlı dökümlere yönelik katı gereksinimlerini karşılamak için bir dizi temel endüstride yaygın olarak kullanılmaktadır:
İster yüksek voltajlı güç aktarım ekipmanları için karmaşık muhafazalar isterse demiryolu ve havacılık sektörleri için hafif yapısal bileşenler olsun, güvenilir çözümler sunuyor ve müşterilerimizin rekabette öne çıkmasına yardımcı oluyoruz.
Gelişmiş çevre koruma arıtma ekipmanlarıyla donatılmış yeşil üretim konseptini her zaman destekliyor ve üretim sürecindeki emisyon sorunlarını sıkı bir şekilde kontrol ediyoruz. Bu arada, ürünlerimiz ulusal standart ve kurumsal standart gibi birçok standarda uygun olarak, istikrarlı ve güvenilir kalitede üretilmektedir.
Buna ek olarak, her projenin verimli bir şekilde gerçekleşmesini sağlamak için duyarlı teknik destek ve esnek özelleştirme sağlayarak müşteri hizmetlerine odaklanıyoruz.
Henan Pingdingshan Foundry, ileri teknoloji, mükemmel kalite ve güçlü üretim kapasitesi ile yurtiçi ve yurtdışında büyük alüminyum alaşımlı dökümler alanında bir referans kuruluş haline gelmiştir. İster hızlı deneme üretimine, ister seri üretime veya süper büyük ve karmaşık yapısal parçaların araştırma ve geliştirmesine ihtiyacınız olsun, size güvenilir ve verimli tek elden çözümler sağlayabiliriz.
Döküm ihtiyaçlarınızı görüşmek için bizimle iletişime geçmekten çekinmeyin! Projenizi başarıya ulaştırmak için birlikte çalışalım!
Profesyonel, verimli ve teknolojik olarak gelişmiş bir dökümhane ararken, Pekin SANDI Technology Co. şirketinin bir dökümhanesi olan Shaanxi Xianyang Foundry (bundan böyle Shaanxi Xianyang Foundry olarak anılacaktır). Profesyonel teknolojimiz, zengin deneyimimiz ve çok çeşitli endüstri uygulama yeteneklerimizle müşterilerimize yüksek kaliteli döküm hizmetleri sunmayı taahhüt ediyoruz.
Shaanxi Xianyang Dökümhanesi, Shaanxi Eyaleti, Xianyang Şehrinde yer almaktadır ve 18.000 metrekarelik mevcut bina alanı ile 22.000 metrekarelik bir alanı kaplamaktadır. Fabrika, çeşitli karmaşık dökümlerin üretim ihtiyaçlarıyla rahatça başa çıkabilen 50'den fazla gelişmiş döküm ve işleme ekipmanı seti ile donatılmıştır. Aşağıdakiler de dahil olmak üzere endüstri lideri teknik ekipmana sahibiz:
Bu kapsamlı ekipman sistemi, müşteri ihtiyaçlarına hızlı bir şekilde yanıt vermemize ve her ürünün katı kalite standartlarını karşılamasını sağlamamıza olanak tanır.





Shaanxi Xianyang Dökümhanesi, aşağıdakiler de dahil olmak üzere çok çeşitli özel döküm işlemlerinde ustalaşmıştır:
Bu gelişmiş süreçler sayesinde, aşağıdakileri de içeren geniş bir ürün yelpazesi üretebiliyoruzAlüminyum alaşımı, bakır alaşımı, aşınmaya dayanıklı bakır burç, kalay bronz, alüminyum bronz, dökme demir, dökme çelikFabrika geniş bir malzeme yelpazesinde döküm üretmektedir. Yıllık yaklaşık 1.800 ton döküm üretim kapasitesine sahip olan fabrika, sadece seri üretim talebini karşılamakla kalmayıp, aynı zamanda müşterilerin Ar-Ge aşamasında tasarımlarını hızlı bir şekilde doğrulamalarına yardımcı olan küçük partilerin hızlı deneme üretiminde de özellikle başarılıdır.
Döküm ürünlerimiz, aşağıdakiler de dahil olmak üzere birçok üst düzey alanda yaygın olarak kullanılmaktadır:
Sektördeki uzun yıllara dayanan deneyimimizle, her sektörün özel ihtiyaçlarını derinlemesine anlayabiliyor ve kişiye özel döküm çözümleri sunabiliyoruz.
Shaanxi Xianyang Foundry, gelişmiş ekipmanlarımız, profesyonel işçiliğimiz ve mükemmel hizmet yeteneklerimiz sayesinde birçok müşteri için güvenilir bir döküm hizmeti sağlayıcısı haline gelmiştir. İster hızlı deneme üretimi için Ar-Ge desteğine, ister seri üretim için güvenilir güvenliğe ihtiyacınız olsun, size en kaliteli döküm ürünlerini ve hizmetlerini sağlayabiliriz. Döküm ihtiyaçlarınızı görüşmek için bizimle iletişime geçmekten çekinmeyin!
Döküm işi ihtiyaçları olan müşteriler için, işbirliği yapacakları bir dökümhane seçerken, genellikle birkaç önemli konuya odaklanırlar ve Beijing SANDY Technology Co, Ltd'nin bir yan kuruluşu olan Hebei Daming Foundry (Daming County, Hebei Eyaleti, Handan Şehrinin güneydoğu kesiminde yer almaktadır, bundan böyle Hebei Daming Foundry olarak anılacaktır) bu konularda olağanüstü bir performansa sahiptir ve ihtiyaçlarınızı etkili bir şekilde karşılayabilir.
Döküm işi genellikle farklı seviyelerde sipariş gereksinimleri içerir, müşteriler dökümhanenin projelerini üstlenmek için uygun ölçek ve kapasiteye sahip olup olmadığı konusunda endişe duyarlar. Hebei Daiming dökümhanesi, üretim tesislerinin yerleşimi için yeterli alan sağlayan ve istikrarlı ve verimli üretimin temelini atan 24.614 metrekarelik toplam inşaat alanı ile 70 dönümlük bir alanı kaplamaktadır. Dahası, akıllı üretim için yıllık 20.000 ton yüksek kaliteli alüminyum alaşımlı parça üretim kapasitesine ulaşabilir, bu da ister küçük ila orta ölçekli bir özel üretim ister büyük ölçekli bir toplu sipariş olsun, Daimyo Foundry'nin teslimatı zamanında ve kaliteli bir şekilde tamamlama yeteneğine sahip olduğu anlamına gelir, böylece işinizin ilerlemesini etkileyen üretim kapasitesi eksikliği konusunda endişelenmenize gerek kalmaz.
Döküm alanında ekipman ve süreç, ürünlerin kalitesini ve üretilebilirliğini doğrudan belirler. Tesis, döküm 3D baskı ekipmanının bağımsız fikri mülkiyet haklarına sahiptir, karmaşık yapısal parçaların üretiminde bu gelişmiş ekipman benzersiz avantajlar sağlar, tasarım konseptini doğru bir şekilde elde edebilir, geleneksel süreci tamamlaması zor olan parçaların üretimi için olanak sağlar. Bu arada, alüminyum alaşımlı döküm üretim hattı, mükemmel işleme ve test ekipmanları eksiksiz bir üretim zinciri oluşturmaktadır. Dahası, akıllı yeşil 3D döküm üretim hattı, her biri farklı özelliklere sahip ürünler için uyarlanabilirliğe sahip sıvı sıkma döküm, düşük basınçlı döküm, diferansiyel basınçlı döküm, yerçekimi döküm ve diğer işlemleri kapsar, örneğin sıvı sıkma döküm, dökümlerin mekanik özelliklerini artırabilir ve düşük basınçlı döküm, farklı performans gereksinimlerine sahip çok çeşitli ürünlerin üretimini karşılamak ve ihtiyacınız olan her türlü metal parçanın burada doğru işlemle üretilebilmesini sağlamak için karmaşık, ince duvarlı hava geçirmez parçaların vb. üretimi için uygundur. İhtiyacınız olan her türlü metal parçanın burada uygun süreçle yüksek kalitede üretilebilmesini sağlıyoruz.


Müşteriler, döküm işi işbirliğinde süreci olabildiğince basitleştirmek, iletişim maliyetlerini azaltmak isterler, Daimyo Foundry, bu talebe tam olarak uygun olan "süreç tasarımı + 3D baskı + döküm + işleme ve test" entegre hizmet yeteneklerine sahiptir. Projenin ilk süreç tasarımından itibaren, fabrikadaki profesyonel ekip, ürün için özel gereksinimlerinize dayalı olarak bilimsel ve makul bir üretim planını dikkatlice planlayabilir; daha sonra doğrulama için hızlı bir şekilde numuneler veya temel bileşenler oluşturmak için 3D baskıyı kullanın; daha sonra seri üretimin sorunsuz bir şekilde uygulanmasını sağlamak için döküm; ürünün boyutsal doğruluğunu sağlamak için işleme; ve son olarak kaliteyi sıkı bir şekilde kontrol etmek için test etmek, böylece tüm döküm iş süreci bir fabrika içinde verimli ve sorunsuz bir şekilde gerçekleştirilebilir. Tüm döküm iş süreci tek bir fabrikada verimli ve sorunsuz bir şekilde tamamlanabilir, birden fazla tedarikçi veya farklı departmanlarla tekrar tekrar iletişim kurma ve koordine etme sıkıntısından kaçınarak zamandan ve enerjiden tasarruf sağlar ve döküm projesini daha verimli ve düzenli hale getirir.
Kısacası, Hebei Daimyo Foundry, sağlam üretim ölçeği, gelişmiş ekipman ve teknolojisi ve hizmet yeteneklerinin mükemmel entegrasyonu ile döküm iş ihtiyaçları olan müşteriler için ideal bir ortak haline gelmiştir ve işinizin yüksek kaliteli, sürdürülebilir gelişimine yardımcı olabilir.

