С точки зрения литейного производства промышленные песочные 3D-принтеры могут принести значительную пользу бизнесу. Вот некоторые ключевые моменты, которые больше всего волнуют литейщиков:
Повышение эффективности литейного производства
Снижение стоимости пресс-форм: При промышленной 3D-печати песка нет необходимости в изготовлении дорогостоящих форм, что снижает общие производственные затраты.
Повышение производительностиАддитивное производство позволяет быстро изготавливать песчаные формы и стержни, сокращая сроки изготовления и повышая производительность.
Сокращение расходов на оплату труда: Автоматизированная 3D-печать песка позволяет минимизировать трудозатраты, связанные с традиционными процессами ручной формовки и изготовления стержней.
Улучшение качества литья
Повышение точности и согласованности: Промышленная 3D-печать песка обеспечивает точность и последовательность в производстве песчаных форм и стержней, что приводит к получению отливок более высокого качества.
Снижение количества дефектовАддитивное производство сводит к минимуму риск человеческой ошибки, уменьшая количество дефектов и необходимость доработки или брака.
Производство конструктивно сложных деталей3D-печать на песке способна создавать сложные геометрические формы и детализированные конструкции, которые трудно или невозможно получить традиционными методами. Вспомните, часто ли вам попадались изделия с очень сложной структурой, которые настолько дорого или вообще невозможно изготовить традиционными методами литья, что в итоге вам приходилось отказываться от заказа. С 3D-принтерами для песчаных форм все это больше не проблема.
Экономия затрат и конкурентоспособность
Сокращение отходов материаловПромышленная песочная 3D-печать позволяет минимизировать отходы материалов, снизить затраты и уменьшить воздействие на окружающую среду.
Снижение производственных затрат: Аддитивное производство может сократить производственные затраты на 50% по сравнению с традиционными методами.
Повышение конкурентоспособностиЛитейные заводы, внедряющие промышленную песчаную 3D-печать, получают конкурентное преимущество в отношении стоимости, качества и сроков поставки.
Гибкость проектирования и производства
Дизайн для аддитивного производства3D-печать на промышленном песке позволяет литейщикам создавать сложные конструкции, которые раньше были невозможны или непрактичны.
Быстрое прототипирование и производствоАддитивное производство обеспечивает быстрое создание прототипов и производство, позволяя литейным заводам быстро реагировать на меняющиеся потребности клиентов.
Гибкость производства3D-печать на песке позволяет литейным предприятиям производить небольшие партии или разовые отливки, что идеально подходит для мелкосерийного производства или создания прототипов.
Другие ключевые преимущества
Улучшенная безопасность: 3D-печать промышленного песка снижает риск несчастных случаев и травм, связанных с традиционными процессами формовки и изготовления стержней.
экологическая пользаАддитивное производство минимизирует отходы материалов, снижает энергопотребление и позволяет использовать переработанные материалы.
Производство на основе данныхПромышленная песчаная 3D-печать позволяет управлять производством на основе данных, что дает литейным предприятиям возможность контролировать и оптимизировать производственные процессы в режиме реального времени.
Внедрение промышленных песчаных 3D-принтеров позволяет литейным заводам повысить эффективность, улучшить качество литья, снизить затраты и повысить конкурентоспособность, что в конечном итоге ведет к росту рентабельности и успеху бизнеса.
3D-принтер для литья песка
Традиционные литейные производства сталкиваются с рядом проблем и трудностей, в том числе:
Стоимость пресс-форм и сроки изготовления: Изготовление форм и моделей - это трудоемкий и дорогостоящий процесс, который может занять несколько недель или даже месяцев.
Расходы на рабочую силу и ее нехваткаЛитейное производство требует квалифицированной рабочей силы, которую бывает трудно найти и удержать в районах с дефицитом рабочей силы.
Материальные отходы и энергопотребление: Традиционные процессы литья приводят к значительным отходам материалов и потреблению энергии, что увеличивает затраты и негативно сказывается на окружающей среде.
Контроль качества и количество дефектов: Достижение стабильного качества и минимизация количества дефектов могут быть сложной задачей, особенно при сложной геометрии и больших объемах производства.
Сложность и конструктивные ограничения: Традиционные методы литья затрудняют производство сложных геометрических форм, тонких конструкций и тонкостенных отливок.
Усиление глобальной конкуренцииЛитейные заводы сталкиваются с растущей конкуренцией со стороны дешевых производителей из других регионов и пытаются сохранить маржу прибыли.
Правила охраны окружающей среды и техники безопасностиЛитейное производство должно соответствовать все более строгим экологическим нормам и правилам безопасности, что может быть трудоемким и дорогостоящим.
Требование клиентов ускорить доставку: Клиенты требуют сокращения сроков изготовления и ускорения поставок, что может быть затруднительно для традиционных литейных заводов.
Колебания объемов производства: Литейные заводы часто сталкиваются с колебаниями объемов производства, что может затруднить поддержание эффективности и оптимизацию ресурсов.
технологическое устаревание: Традиционные литейные заводы могут не успеть за технологическим прогрессом, таким как аддитивное производство, которое может сделать их процессы устаревшими.
Чтобы преодолеть эти трудности, многие литейные заводы внедряют новые технологии, такие как промышленная 3D-печать, для повышения эффективности, снижения затрат и повышения конкурентоспособности. Компания SANDY Technology представила ряд специализированных технологий для литейного производства.Песочный 3D-принтерПроцесс охватывает SLS (селективное лазерное спекание), струйное нанесение связующего, и партнеры по литейному производству могут сосредоточиться на нем.
Промышленные металлические 3D-принтеры играют важнейшую роль в современном производстве, и их цена складывается из сложных составляющих. Они включают в себя стоимость оборудования, стоимость материалов, затраты на НИОКР и технологии, а также затраты на послепродажное обслуживание и гарантию. В то же время марка и модель, уровень технологии и производительности, а также степень персонализации также влияют на цену. Ниже приводится подробное описание.
I. Обзор промышленных металлических 3D-принтеров
(i) Определения
Промышленный металлический 3D-принтер - это высокотехнологичное производственное оборудование, использующее аддитивное производство для создания трехмерных металлических деталей методом послойной укладки с использованием металлического порошка в качестве сырья. Он отличается высокой точностью, высокой стабильностью, широкой адаптивностью к материалам и т. д. Основной принцип работы заключается в управлении процессом укладки и плавления металлического порошка на основе заданных данных.
Металлический 3D-принтер AFS-M120
(ii) Области применения
В аэрокосмической отрасли можно производить высокопроизводительные, легкие компоненты двигателей и структурные детали; в автомобилестроении - изготавливать детали по индивидуальному заказу для повышения гибкости конструкции и эффективности производства; в области медицинского оборудования - печатать персонализированные имплантаты; а в энергетике и энергетике - использовать их для производства ключевых компонентов.
(iii) Положение на рынке
В связи с трансформацией и модернизацией обрабатывающей промышленности положение промышленных металлических 3D-принтеров на рынке постепенно растет. Хотя текущая доля рынка невелика, ожидается, что в будущем она будет быстро расти. Однако проблемы, с которыми он сталкивается, - это высокая стоимость и отсутствие технических стандартов и отраслевых норм.
II. Компоненты цены
(i) Расходы на оборудование
Затраты на оборудование включают в себя стоимость основных компонентов, таких как механические детали, электронные системы управления и лазеры, а также затраты на механическую обработку, сборку и тестирование в процессе производства. Стоимость этих компонентов, от которых зависит производительность и качество принтеров, зависит от ряда факторов и, как ожидается, будет снижаться в будущем.
(ii) Стоимость материалов
Стоимость металлического материала является важной частью общей цены. Тип материала, процесс подготовки, гранулометрический состав и чистота - все это влияет на стоимость. Стоимость материала колеблется по мере развития технологии и изменения рыночного спроса, и существует ряд способов, позволяющих снизить затраты.
(iii) Расходы на исследования, разработки и технологии
В основном это относится к технологическим затратам на НИОКР, расходам на патентные заявки и разработке программного обеспечения. Эти затраты отражают технологические инновации и усилия производителя в области НИОКР, которые оказывают большее влияние на цены в краткосрочной перспективе и могут снизиться в будущем.
(iv) Расходы на послепродажное обслуживание и гарантийное обслуживание
Она включает в себя установку и ввод в эксплуатацию оборудования, техническое обслуживание, техническую поддержку и обучение пользователей. Эти услуги обеспечивают правильную работу принтеров, а их стоимость влияет на решение пользователя о покупке и его опыт.
III. Анализ разницы в ценах
(i) Различия между марками и моделями
Цены на принтеры известных брендов высоки благодаря их техническим характеристикам, качеству печати и послепродажному обслуживанию. Различные модели отличаются друг от друга производительностью, точностью и скоростью печати, что приводит к разным ценам.
(ii) Уровень технологий и различия в производительности
Передовые технологии и производительность могут сделать принтеры более дорогими. С технологической стороны важна высокая точность и скорость печати; с технической стороны на цену влияют размер отпечатка, контроль толщины слоя, шероховатость поверхности, степень интеллектуальности и автоматизации.
(iii) Степень персонализации
Чем выше степень кастомизации, тем выше цена. Это связано с тем, что удовлетворение потребностей заказчиков требует дополнительных затрат на НИОКР и производство, включая настройку аппаратного и программного обеспечения.
AFS-M120XT Градиентный металлический 3D-принтер
В-четвертых, приобретение рекомендаций и мер предосторожности
(i) Уточнение потребностей и бюджета
Пользователи должны понимать, насколько востребована технология 3D-печати в их отрасли, учитывать расходы, а также знать условия контрактов и гарантий.
(ii) Понимание характеристик продукта и их оценка
Вы можете узнать о характеристиках продукта, изучив официальную информацию, посетив отраслевые выставки, проконсультировавшись с профессионалами и т.д., а также обратив внимание на оценки и опыт пользователей.
(iii) Выбор официальных каналов закупок
Официальные каналы, такие как официальные авторизованные дилеры, фирменные магазины и известные платформы электронной коммерции, могут гарантировать качество продукции и послепродажное обслуживание, а также предоставить юридические документы.
V. ВЫВОДЫ
(i) Сводная информация о ценовых компонентах
Цена промышленных металлических 3D-принтеров складывается из стоимости оборудования, материалов, НИОКР и технологий, послепродажного обслуживания и гарантии и других элементов затрат, которые взаимосвязаны и влияют на цену. Пользователи должны полностью понимать и учитывать их при покупке.
(ii) Предложения по приобретению и перспективам При выборе важно уточнить потребности и бюджет, понять характеристики и оценку продукта, а также выбрать официальные каналы. Технология промышленной металлической 3D-печати имеет большой потенциал для развития, и в будущем цена может стать более доступной, а рыночная конкуренция приведет к инновациям и развитию отрасли.
Вторая статья в Science, посвященная технологиям 3D-печати в 2024 году, была опубликована 8 февраля.
происходить из (места)Университет Квинсленда, Австралия(Jingqi Zhang et al.)Чунцинский университет(Ziyong Hou, Xiaoxu Huang),Технический университет ДанииСовместная команда опубликовала статью под названием "Ultrauniform, strong, and ductile 3D-printed titanium alloy through bifunctional alloy design". Сверхравномерный, прочный и пластичный титановый сплав, напечатанный методом 3D-печати, благодаря бифункциональному дизайну сплава".Титановый сплав, полученный методом 3D-печати, достигаетПри пределе текучести 926 МПа и пластичности 261 TP3T достигается баланс прочности и пластичности.
История исследованияПри 3D-печати металлов часто возникают крупные столбчатые зерна и неравномерно распределенные фазы, что приводит к неравномерным или даже плохим механическим свойствам. Исследование включает в себя стратегию проектирования, которая позволяет напрямую подойти к получению высокой прочности и стабильных свойств титановых сплавов методом 3D-печати. Было показано, что добавление молибдена (Mo) в порошковые металлические смеси повышает стабильность фаз и улучшает однородность прочности, пластичности и растяжимости 3D-печатных сплавов. В обзорной статье Science в том же номере отмечается, что методика перспективна для применения к другим порошковым смесям и возможности создания различных сплавов с улучшенными свойствами.
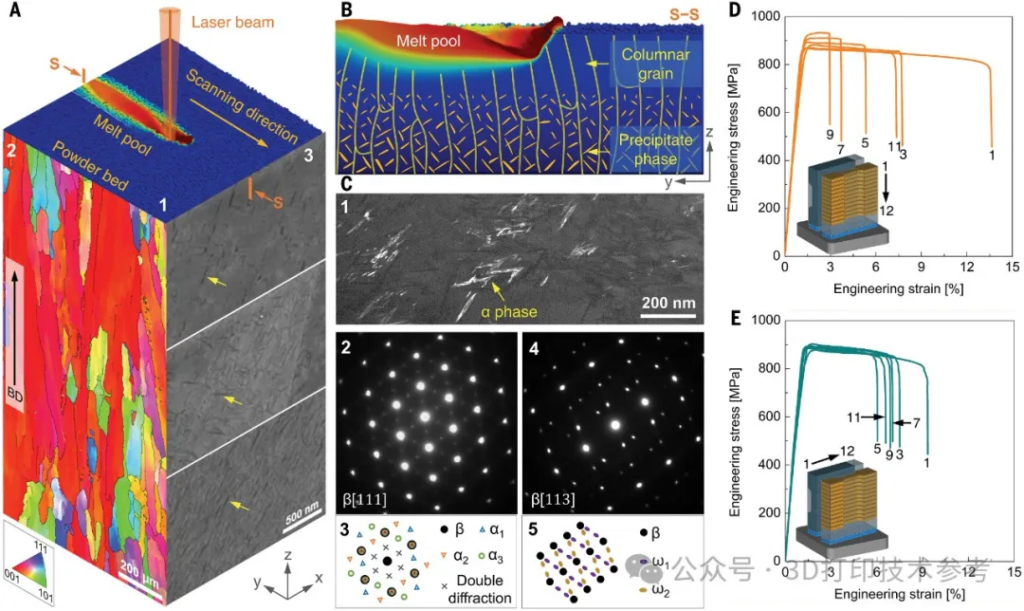
Основной причиной неоднородности свойств металлических 3D-печатных сплавов являются: В процессе послойной 3D-печати, обычно с 103-108Высокая скорость охлаждения (К/с) создает значительный тепловой градиент вблизи края и дна бассейна расплава, где расплавляется металлический порошок. Термический градиент вызывает эпитаксиальный рост зерен вдоль границы раздела между новым расплавленным материалом и твердым материалом под ним, причем зерна растут по направлению к центру бассейна расплава. Циклы нагрева и частичного переплава во время многослойной печати в конечном итоге приводят к образованию крупных столбчатых зерен и неоднородно распределенных фаз, что нежелательно, поскольку может привести к анизотропии и ухудшению механических свойств.
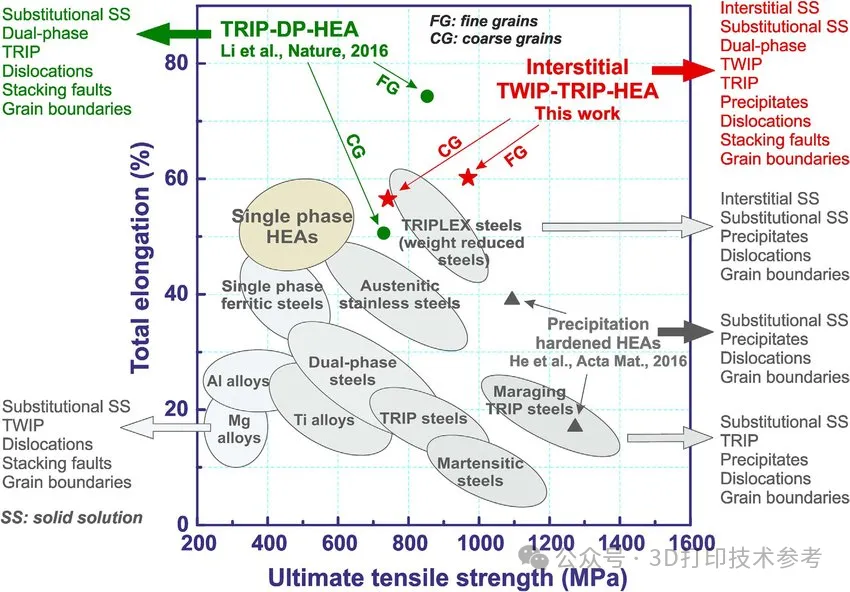
Прочность и пластичность различных металлических материалов
Титановые сплавы - один из наиболее широко используемых металлических материалов для 3D-печати. В инженерных приложениях при температуре окружающей среды подходящие титановые сплавы обычно демонстрируют удлинение при растяжении 10-25 процентов, что отражает хорошую надежность материала. Хотя большее удлинение (пластичность) облегчает формовку и является предпочтительным в некоторых областях применения, повышенная прочность в этом диапазоне удлинений часто предпочтительнее для выдерживания механических нагрузок. Баланс между прочностью и пластичностью всегда необходимо учитывать как в традиционных, так и в аддитивных технологиях обработки металлических материалов.
Стратегии и ограничения для повышения прочности и пластичности
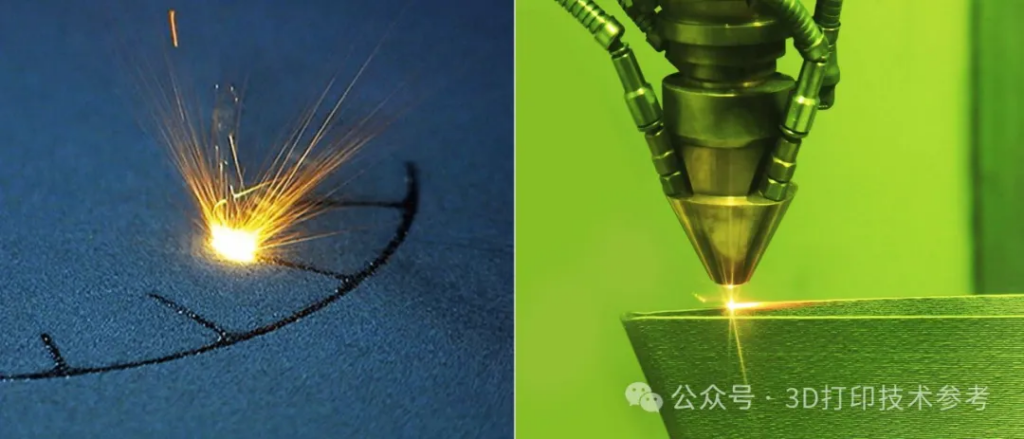
Существуют различные стратегии повышения прочности и пластичности 3D-печатных сплавов. К ним относятся оптимизация конструкции сплава, управление процессом, упрочнение границ мелких зерен и модификация микроструктуры зерен, а также подавление нежелательных (хрупких) фаз, введение вторых фаз и последующая обработка. В настоящее время исследования, направленные на решение проблем столбчатых кристаллов и нежелательных фаз, сосредоточены на легировании элементов in situ для модификации микроструктуры и фазового состава. Этот подход также способствует формированию изометричных кристаллов, то есть структур с примерно одинаковыми размерами зерен по продольной и поперечной осям. Легирование in situ предлагает перспективный способ преодоления баланса между прочностью и пластичностью.Особенно в технологиях 3D-печати, таких как порошковое напыление и направленное энергетическое осаждение..
Исследователи изучили морфологию зерен и механические свойства при добавлении различных элементов в сплавы для 3D-печати. Например, допирование нанокерамических частиц гидрида циркония в непечатаемые алюминиевые сплавы позволило получить печатаемые материалы без трещин, с улучшенной равноосной микроструктурой зерна и свойствами на растяжение, сравнимыми с деформируемыми материалами. Однако для титановых сплавов имеющиеся в продаже рафинеры обычно оказывают ограниченное влияние на структуру зерна. Механизмы рафинирования титановых сплавов, в частности переход от столбчатого к изометрическому во время затвердевания при 3D-печати, были подробно изучены, но эффективность остается ограниченной. Попытки преодолеть это препятствие включают изменение параметров обработки, применение ультразвука высокой интенсивности, введение желаемых гетерогенных структур за счет дизайна сплава, добавление растворителей в качестве рафинеров зерен в местах гетерогенного зарождения, а также включение растворителей с высокой способностью к переохлаждению. Такие элементы, как β-эвтектические стабилизаторы Cu, Fe, Cr, Co и Ni, которые ограничивают растворимость в титане.
Новые исследования ведут к большим открытиямВместо использования β-эвтектических стабилизирующих элементов, которые могут привести к образованию хрупких интерметаллических эвтектик в титановых сплавах, исследователи выбрали для Ti-5553 (Ti-5Al-5Mo-5V-3Cr) Мо из группы β-гомокристаллов [включая ниобий (Nb), тантал (Ta) и ванадий (V)]. В процессе легирования in-situ молибден точно переносится в расплавленный бассейн и выступает в качестве затравочного ядра для образования и измельчения кристаллов в каждом слое сканирования. добавка Mo способствует переходу от крупных столбчатых кристаллов к мелким равноосным и узким столбчатым структурам. mo также стабилизирует желаемую β-фазу и препятствует образованию фазовой неоднородности при термоциклировании.
Характеристика титанового сплава Ti-5553, легированного Mo
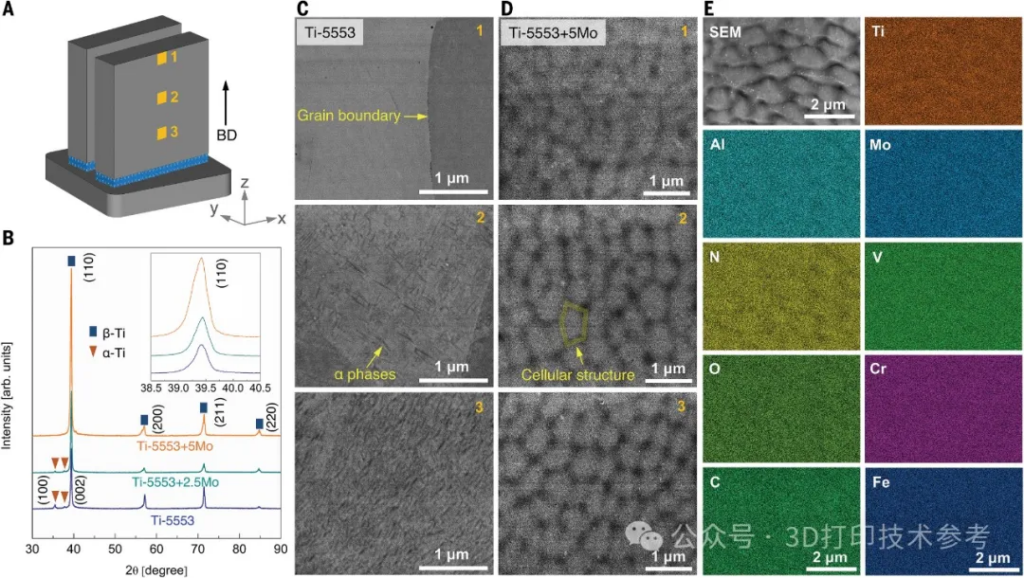
Исследователи сравнили предел текучести и удлинение при разрыве Ti-5553+5Mo с Ti-5553 (а также Ti-55531 и Ti-55511), изготовленным в состоянии L-PBF и прошедшим послепечатную термообработку. По сравнению с Ti-5553 и аналогичными сплавами в изготовленном состоянии, Ti-5553+5Mo демонстрирует сопоставимый предел текучести, но значительно улучшенную пластичность. Послепечатная термообработка обычно используется для балансировки механических свойств Ti-5553, полученного методом L-PBF. Хотя при определенных условиях термообработки могут быть достигнуты высокие пределы текучести (>1100 МПа), пластичность обычно значительно ухудшается, а удлинение при разрыве составляет <10%, что ограничивает применение в критически важных областях. Например, Ti6Al4V, так называемая "рабочая лошадка" титановой промышленности, имеет рекомендуемое минимальное удлинение при разрыве 101 TP3 T. В отличие от этого, без необходимости последующей термической обработки напечатанные прямым способом детали из материала Ti-5553+5Mo, L-PBF, демонстрируют отличный баланс прочности и пластичности, что выделяет их среди аналогичных сплавов. В конечном итоге исследователи использовали эту стратегию для изготовленияМатериал с отличной однородностью свойств, предел текучести 926 МПа, удлинение при разрыве 26%.
Микроструктура и механические свойства Ti-5553, полученного методом L-PBF
Механические свойства Ti-5553 и Ti-5553+5Mo, полученных методом L-PBF
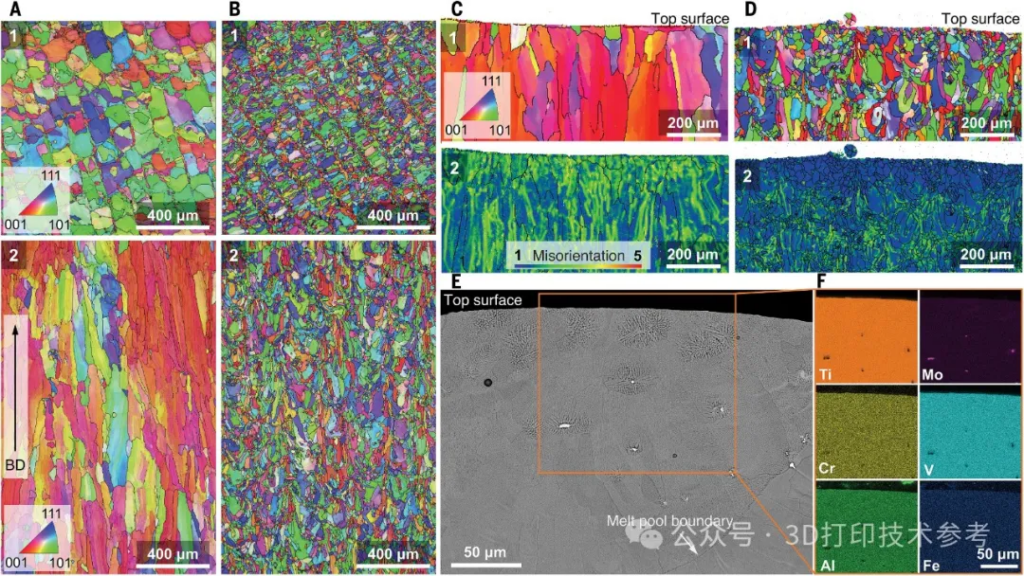
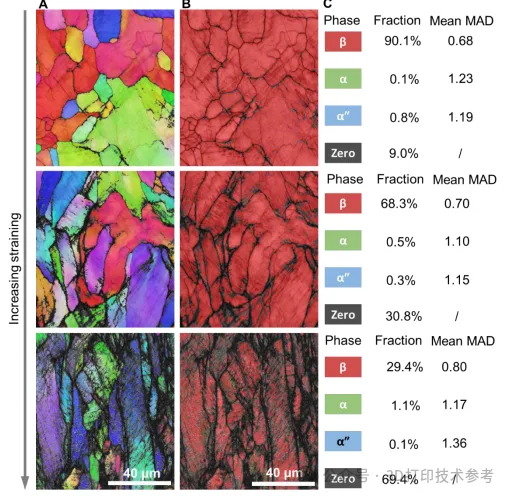
Механические свойства Ti-5553+5Mo были исключительно однородными и улучшенными по сравнению с Ti-5553. Микрофокусная компьютерная томография (микро-КТ) для оценки качества деталей показала, что оба материала обладают очень высокой плотностью, с общей объемной долей пор 0,004024% и 0,001589%, соответственно. Такая высокая плотность предполагает, что пористость вряд ли приведет к высокодисперсным свойствам Ti-5553 при растяжении, и согласуется с высоким постоянством механических свойств Ti-5553+5Mo. +5Mo высоким постоянством механических свойств. Для того чтобы выявить влияние добавления Mo на структуру зерна, исследователи провели дифракцию обратного рассеяния электронов (EBSD), характеризующую Ti-5553 и Mo-допированный Ti-5553. Микроструктура Ti-5553 состоит из относительно крупных зерен вдоль направления сканирования, которые демонстрируют сильное кристаллическое переплетение. Добавление в Ti-5553 5,0 мас.ч.% Mo приводит к значительным изменениям в зерновой структуре и связанной с ней кристаллической структуре. Хорошо видно множество мелких равноосных зерен (~20 мкм в диаметре), образующихся по краям сканирующих дорожек Ti-5553+5Mo. Напротив, микроструктура Ti-5553+5Mo характеризуется мелкими равноосными зернами и узкими столбчатыми кристаллами вдоль тектонического направления. При ближайшем рассмотрении микроструктура обнаруживает периодическое распределение мелких столбчатых зерен. В отличие от сильно сплетенных столбчатых кристаллов, охватывающих несколько слоев в Ti-5553, масштаб длины столбчатых кристаллов в Ti-5553+5Mo определяется размером бассейна расплава, и переплетение кристаллов становится случайным и слабым.
Микроструктурная характеристика Ti-5553 и Ti-5553+5Mo
Фазовый анализ Ti-5553 и Ti-5553, легированного молибденом
EBSD-характеристики образцов для разрушения, изготовленных из Ti-55535END
Однако исследователи обнаружили нерастворенные частицы молибдена в микроструктуре, и их потенциальное влияние неизвестно. Действительно, случайное присутствие нерастворенных частиц в стратегиях легирования in situ вызывает опасения, связанные с механическими и коррозионными свойствами. Например, для полного расплавления частиц, добавленных в сплав in situ, может потребоваться более высокая энергия, а перегрев может привести к микроструктурным изменениям и ухудшению механических свойств. Кроме того, неизвестны динамические усталостные и коррозионные свойства, вызванные нерастворенными частицами Mo. Хотя термическая обработка после печати может устранить нерастворенные частицы, она может изменить микроструктуру, что может повлиять на механические свойства.
В целом, стратегия проектирования, предложенная в данном научном исследовании, открывает перспективы для изучения различных металлических порошков, различных систем сплавов для печати, различных методов 3D-печати и передовой мультиматериальной печати. Она также препятствует образованию столбчатых зерен и предотвращает нежелательные фазовые неоднородности. Эти проблемы возникают из-за различных тепловых распределений, на которые влияют параметры печати каждого порошка. Стратегия также позволяет преодолеть баланс между прочностью и пластичностью в напечатанном состоянии, сводя к минимуму необходимость в постпечатной обработке, что, несомненно, приведет к буму исследований в области 3D-печати.
Научно-технический скачок изменит форму обрабатывающей промышленности, инновации возглавят модернизацию промышленности. После успешного завершения Всемирного производственного конгресса 2024 года в Хэфэе (провинция Аньхой) мировая обрабатывающая промышленность вновь сосредоточилась на интеллектуальном производстве и технологических инновациях. На конференции, посвященной теме "Интеллектуальное производство - создание лучшего мира", были представлены новейшие продукты и основные инновации мировой обрабатывающей промышленности: от первых в мире 25-мегаваттных подшипников шпинделя морской ветровой турбины и машины для балансировки щита от грязи и воды до квантовой системы связи "звезда-земля", модели Starfire и человекоподобных роботов, а также от ракетного двигателя и сверхпроводящего квантового компьютера до первого отечественного крупномасштабного круизного судна и человекоподобного робота, а также первого отечественного крупномасштабного круизного судна и первого отечественного крупномасштабного круизного судна. От ракетных двигателей, сверхпроводящих квантовых компьютеров до первого отечественного крупного круизного лайнера, интеллектуального чисто электрического купе и т. д. - эти крупные инновации продемонстрировали растущую силу и технологические инновации Китая в области высокотехнологичного производства, которые опираются на мудрость и усилия бесчисленных китайских производственных предприятий.
Отечественный поставщик оборудования для 3D-печати и услуг быстрого производства Beijing SANDI Technology Co., Ltd. является частью этого, в силу своих глубоких накоплений в области 3D-печати, путем независимых исследований, разработок и инноваций, успешно применяет технологию 3D-печати в ряде отраслей промышленности, способствуя развитию обрабатывающей промышленности в направлении высокотехнологичного, интеллектуального и экологичного производства.
Основываясь на 30-летнем опыте в области технологии укладки порошка, компания SANDI Technology освоила технологии лазерной и связующей струи, включая технологии струи связующего BJ металл/керамика, 3DP песок/кристаллический воск PMX, SLS песок/воск, SLM металл (многоматериальный градиент), DED металл (увеличение уменьшения штамповки) и т.д., которые могут удовлетворить производственные потребности изделий различных размеров (от миллиметра до метра), и добилась значительных успехов в формулах систем материалов, разработке и оптимизации процессов формования. Разработка, оптимизация процессов формования и другие аспекты значительных достижений, успешно разработала и запустила 5 серий рецептур связующих на водной основе и органических растворителей для более чем 20 типов базовых материалов, включая сплавы на основе железа, сплавы легких металлов, керамику и т.д., а также почти 30 типов рецептур процессов впрыска связующих, и имеет возможность самостоятельно разрабатывать рецептуры связующих, что способно удовлетворить потребности пользователей в разработке новых материалов и применении заказных связующих. Заполните пустое поле отечественного связующего.
В то же время, SANDI Technology также активно продвигает применение 3D-печати в промышленных масштабах, 3D-производство с расширенными возможностями: через слияние и приобретение литейных заводов, через процесс "3D-печать + литье" (3D-литье), формирование воспроизводимой демонстрационной модели, чтобы помочь традиционным литейным заводам преобразовать и модернизировать, чтобы достичь зеленого, интеллектуального, высококлассного литья; будет ли технология 3D-печати Применять технологию 3D-печати для улучшения порошкового литья под давлением (3D Powder Metallurgy), чтобы достичь быстрого серийного производства без формы, чтобы помочь отрасли улучшить качество и эффективность; применять 3D-печать в области 3C (3D3C), исследования и разработки 3C специальной системы 3D-печати и материального процесса, чтобы способствовать автоматизации массового производства и производства SLM и BJ технологии; открыть 3D-печать в реабилитации медицинских приложений (3D Medical), и получил первый 3D-печати индивидуальные слуховые аппараты из титанового сплава в Китае. Печать слуховых аппаратов из титанового сплава на заказ получила сертификат о регистрации медицинского оборудования, а 3D-печать продвигает цифровые стоматологические решения.
3D Printing Technology, Inc.Наши технологии и продукция широко используются в аэрокосмической отрасли, энергетике, судовых насосах и клапанах, автомобилях, машиностроении, электронике 3C, образовании и научных исследованиях, скульптуре, культуре и творчестве, реабилитации и лечении и т.д., что обеспечивает мощную поддержку отрасли для повышения качества и эффективности.
На волне интеллектуального производства компания SANDI Technology возглавляет модернизацию обрабатывающей промышленности благодаря своим уникальным технологическим преимуществам и инновационному духу, внося китайскую мудрость и китайскую силу в развитие мировой обрабатывающей промышленности.
В современную эпоху стремительного развития обрабатывающей промышленности традиционные литейные предприятия сталкиваются со все более жесткой рыночной конкуренцией и постоянно повышающимися требованиями к качеству продукции. Песочные 3D-принтеры, как инновационная технология, становятся ключом к повышению конкурентоспособности и модернизации литейных предприятий. Данное руководство покупателя призвано предоставить руководителям традиционных литейных производств всесторонние и подробные рекомендации, которые помогут им принять обоснованное решение о покупке.
Оценка традиционного процесса: внимательно изучите традиционный процесс литья, используемый в настоящее время на заводе, включая способ изготовления форм (например, деревянные формы, металлические формы и т. д.), процесс формовки (ручная или машинная формовка), а также процесс плавки и заливки. Оцените затраты времени, рабочей силы и материалов, а также проблемы, связанные с каждым процессом. Например, традиционная формовка из дерева может занимать несколько недель и чревата отклонениями размеров и повреждениями; ручная формовка трудоемка, неэффективна и не соответствует качеству.
Анализ характеристик продукции: Определите тип отливок, которые в основном будет производить завод, будь то отливки с простой структурой или отливки со сложными внутренними полостями, тонкостенными структурами или тонко изогнутыми поверхностями. Определите диапазон размеров отливок: от мелких отливок в несколько сантиметров до крупных отливок в несколько метров. В то же время проанализируйте требования к точности литья, например, для некоторых аэрокосмических отливок может потребоваться миллиметровая точность или даже выше. Кроме того, учитывается материал отливки, который может варьироваться в зависимости от процесса литья и требований к оборудованию.
Соображения, связанные с масштабами производства: оцените ежедневные масштабы производства завода, включая ежемесячное или ежегодное производство литья. Поймите характеристики производственного заказа, будь то производство большого количества единичных продуктов или производство небольших партий нескольких видов. Для пиковых и впадинных изменений производственной мощности также необходимо иметь четкое представление, что повлияет на выбор оборудования и организацию производства.
3D-принтер 3DPTEK-J1600Pro для песчаных форм
Определение целей и желаемых улучшений
Цель контроля затрат: Если основной задачей является снижение затрат, необходимо проанализировать составляющие стоимости каждого этапа. Затраты на производство пресс-форм составляют значительную часть традиционного процесса, в то время как песочные 3D-принтеры могут устранить необходимость в производстве пресс-форм, значительно снизив эту часть затрат. В то же время, учитывая затраты на рабочую силу, 3D-принтеры обладают высокой степенью автоматизации, что позволяет снизить зависимость от рабочей силы. Что касается материальных затрат, то, хотя для 3D-печати требуется особый песок и связующее вещество, использование материала может быть улучшено за счет точного контроля количества используемого материала, а отходы также могут быть сокращены за счет повторной переработки песка. Кроме того, процесс 3D-печати позволяет оптимизировать структуру песчаной формы и уменьшить количество используемого песка за счет облегченной конструкции. Например, для литейного завода среднего размера внедрение 3D-принтеров для печати песка позволяет снизить затраты на формы на 40%, затраты на рабочую силу - на 30%, а затраты на материалы - примерно на 20%.
Спрос на повышение эффективности: литейные предприятия, стремящиеся к повышению производительности, обращают внимание на скорость формовки на оборудовании. Песочные 3D-принтеры могут напечатать сложный песочный шаблон за несколько часов, что значительно повышает эффективность по сравнению с неделями, которые требуются для изготовления и формовки традиционных форм. Кроме того, 3D-принтеры могут печатать несколько песчаных моделей одновременно или осуществлять раздельную печать на большой песчаной модели, что значительно сокращает общий производственный цикл. Например, после внедрения 3D-принтеров на литейном заводе по производству автомобильных деталей цикл разработки изделий сократился с нескольких месяцев до нескольких недель, а эффективность производства увеличилась более чем на 50%.
Ожидаемое повышение качества: высокая точность печати песочных 3D-принтеров имеет решающее значение, когда требуется более высокое качество продукции. Они могут точно контролировать размер и форму песчаной формы, уменьшая отклонения в размерах и дефекты поверхности отливки. В то же время, благодаря стабильности и постоянству процесса печати, можно улучшить внутреннее качество отливок и уменьшить такие дефекты, как пористость и вкрапления шлака. Например, в некоторых областях производства высокотехнологичного оборудования количество брака при 3D-печати песчаных отливок было снижено с 10% в традиционном процессе до менее чем 2%, а качество продукции значительно улучшилось.
Направление повышения гибкости: Для литейных предприятий, которым необходимо реагировать на потребности мелкосерийного, многосерийного производства или индивидуальные заказы, преимущества песочных 3D-принтеров особенно очевидны. Он не требует изготовления физических форм и может быстро переключаться на производство различных изделий в соответствии с цифровой моделью, что значительно повышает гибкость производства. Например, некоторые художественные литейные мастерские или предприятия по производству деталей на заказ, благодаря технологии 3D-печати могут удовлетворить разнообразные потребности клиентов, расширяя рыночное пространство.
II. Оценка основных характеристик песочных 3D-принтеров
Точность печати
Влияние точности на качество отливок: точность печати напрямую определяет точность размеров и качество поверхности отливок. Высокоточная печать может гарантировать, что отклонения размеров отливок находятся в очень небольшом диапазоне и соответствуют строгим требованиям сборки. Что касается качества поверхности, то высокоточная печать позволяет уменьшить шероховатость и дефекты на поверхности отливки и улучшить ее внешний вид. Например, при производстве таких ключевых компонентов, как блоки цилиндров, высокоточная песчаная формовка может обеспечить точность посадки поршня и блока цилиндров, а также повысить производительность и надежность двигателя.
Выбор правильного прецизионного оборудования: Во-первых, необходимый уровень точности определяется в зависимости от конструктивных требований и сценариев использования изделия. Для некоторых обычных механических деталей может быть достаточно миллиметровой точности, в то время как для высокоточного литья в аэрокосмической промышленности, медицинской технике и других областях может потребоваться субмиллиметровая или даже более высокая точность. Во-вторых, необходимо понимать параметры точности различных устройств, включая толщину слоя и диапазон погрешности размеров. Вы можете обратиться к технической информации и фактическим данным испытаний, предоставленным производителем, а также обменяться опытом с другими пользователями. Например, песочный 3D-принтер 3DPTEK способен достичь точности размеров ±0,3 мм, что подходит для производства отливок с высокими требованиями к точности.
Сравнение различных уровней точности и сценариев применения: низкоточное оборудование обычно имеет относительно низкую цену и подходит для некоторых производственных сценариев, не требующих высокой точности и ориентированных на контроль затрат, таких как обычное литье для строительной техники. Среднеточное оборудование балансирует между ценой и производительностью и подходит для производства большинства промышленных деталей. Высокоточное оборудование, с другой стороны, подходит для высокотехнологичных областей производства, таких как аэрокосмическая промышленность, производство точных приборов и т. д., но его цена относительно высока. Например, при производстве головки блока цилиндров автомобильного двигателя среднеточное оборудование может удовлетворить основные производственные требования; для изготовления лопаток авиадвигателей и других высокоточных отливок необходимо выбирать высокоточное оборудование.
Размер печати
Размер оттиска по отношению к масштабу производства и размеру отливки: Для крупных литейных заводов часто требуется оборудование, способное печатать большие отливки, чтобы соответствовать производственным требованиям. Например, при производстве крупных блоков судовых двигателей может потребоваться печатное оборудование размером в несколько метров или даже больше. Для небольших литейных цехов или производства небольших отливок на предприятиях, меньший размер оборудования может быть более экономичным и практичным. В то же время размер печати также влияет на площадь и требования к пространству, занимаемому оборудованием, что необходимо учитывать при планировании производства.
Стратегия выбора: в соответствии с планированием производства на заводе и позиционированием на рынке определите необходимый размер оттиска. Если основное производство - крупные отливки, необходимо выбрать оборудование с большим размером печати; если основное производство - мелкие отливки, можно выбрать оборудование малого или среднего размера. Также учитывайте будущие потребности развития, отложите определенное количество места для расширения мощностей. Кроме того, обратите внимание на то, может ли размер печати оборудования гибко регулироваться, например, некоторое оборудование может быть заменено печатной платформой или даже не иметь песочного ящика для печати, чтобы адаптироваться к производству отливок разных размеров. Например, литейное предприятие среднего размера планирует в будущем расшириться в область производства крупногабаритных отливок, тогда при выборе оборудования можно отдать предпочтение тем, у которых масштабируемый размер печати или модульная конструкция оборудования, чтобы в будущем расширяться в зависимости от спроса.
Стабильность и надежность оборудования
Важность стабильной работы оборудования: в литейном производстве стабильность работы оборудования имеет решающее значение. Выход оборудования из строя может привести к остановке производства, повлиять на сроки поставки и принести предприятию огромные экономические потери. Особенно для непрерывного литейного производства стабильная работа оборудования в течение длительного времени является залогом эффективности производства и качества продукции. Например, на линии по производству литья автозапчастей, если 3D-принтер часто выходит из строя, это приведет к застою производственной линии, что повлияет на весь график производства автомобилей.
Изучите методы определения стабильности и надежности:
Проверьте систему контроля качества производителя: ознакомьтесь с процессом управления качеством производства производителя, включая закупку сырья, обработку деталей, сборку и ввод в эксплуатацию и другие аспекты мер контроля качества. Производитель с совершенной системой контроля качества обычно способен выпускать оборудование более стабильного и надежного качества. Например, у некоторых известных производителей каждый компонент проходит строгую проверку качества, чтобы убедиться, что он соответствует высоким стандартам требований к качеству.
Слухи о пользователях: общайтесь с пользователями, которые уже использовали устройство, чтобы понять, как они оценивают стабильность и надежность устройства. Фактический опыт пользователей - это самый прямой и реальный отзыв. Вы можете участвовать в отраслевых выставках, присоединиться к профессиональному сообществу и другими способами установить контакт с другими пользователями, чтобы узнать их мнения и предложения. Например, некоторые литейные заводы при выборе оборудования отдают предпочтение брендам с хорошей репутацией в той же отрасли.
Поддержка программного обеспечения
Отличные возможности и функции программного обеспечения:
Обработка моделей: Мощное программное обеспечение для 3D-печати может эффективно обрабатывать сложные литые модели, включая ремонт модели, оптимизацию, нарезку и другие функции. Например, для некоторых моделей, импортированных из CAD-программ, которые могут быть дефектными или непригодными для печати, программное обеспечение может автоматически обнаружить и устранить эти дефекты, чтобы обеспечить бесперебойную печать модели.
Настройка параметров печати: программное обеспечение должно предоставлять множество вариантов настройки параметров печати, таких как скорость печати, толщина слоя, температура сопла, дозировка связующего и так далее. Пользователи могут в соответствии с различными требованиями к отливкам и свойствами материалов точно настроить эти параметры, чтобы получить наилучшие результаты печати. Например, для тонкостенных отливок может потребоваться регулировка толщины слоя и скорости печати для обеспечения прочности и точности песчаной формы.
Управление производственным процессом: программное обеспечение также должно обладать функциями управления производственным процессом, включая управление заказами, планирование задач, мониторинг оборудования. Это может помочь литейным предприятиям добиться эффективного управления производством и повысить эффективность производства. Например, с помощью программного обеспечения можно в режиме реального времени отслеживать рабочее состояние оборудования и ход печати, разумно распределять производственные задачи, чтобы избежать перегруженности производства.
Оцените программное обеспечение на предмет простоты использования, функциональной целостности и совместимости с устройствами:
Простота использования: рабочий интерфейс программного обеспечения должен быть простым и понятным, с ним легко начать работу. С интуитивно понятным графическим интерфейсом и четкими операционными процедурами быстро разберется даже непрофессиональный технический специалист. Простоту использования можно оценить, попробовав программу или посмотрев видеодемонстрацию ее работы. Например, некоторые программы работают по принципу "мастера", и пользователям нужно лишь пошагово следовать подсказкам, чтобы завершить весь процесс печати.
Функциональная полнота: проверьте, есть ли в программном обеспечении основные функции, упомянутые выше, такие как обработка моделей, настройка параметров печати, управление производственным процессом, а также некоторые специальные возможности, такие как алгоритмы автоматической оптимизации и дистанционное управление. Чем полнее функции, тем выше применимость и гибкость оборудования. Например, некоторые программы имеют интеллектуальные алгоритмы оптимизации, которые могут автоматически настраивать параметры печати в соответствии с формой и структурой отливки для повышения эффективности и качества печати.
Совместимость: убедитесь, что программное обеспечение хорошо совместимо с устройством и способно стабильно управлять устройством для печати. Также обратите внимание на совместимость программного обеспечения с другими программами для проектирования, такими как CAD, для беспрепятственного импорта и обработки моделей. Вы можете ознакомиться с технической документацией на программное обеспечение или проконсультироваться с производителем, чтобы узнать, какие форматы файлов и программные интерфейсы оно поддерживает. Например, некоторые программы поддерживают распространенные форматы файлов, такие как STL, OBJ и т. д., и могут без проблем работать с большинством программ автоматизированного проектирования.
III. Анализ затрат и окупаемости инвестиций
Затраты на приобретение оборудования
Диапазон цен для разных брендов и конфигураций: цена песочных 3D-принтеров варьируется в зависимости от бренда, уровня технологии, размера печати, точности и других факторов. В целом, цена оборудования от европейских и американских брендов относительно высока и может составлять миллионы или даже десятки миллионов долларов; цена оборудования от китайских брендов относительно низка и может составлять от сотен тысяч долларов до миллионов долларов в зависимости от различных конфигураций. Например, некоторые высокого класса европейского и американского оборудования с передовыми технологиями и отличной производительностью, но цена очень дорогая; и некоторые из Китая развивающихся брендов оборудования в соотношении цена-качество является более выгодным, таких как 3DPTEK, этот бренд более известен в Китае, оборудование является очень экономически эффективным, в то время как 3DPTEK работает собственная почти 10 литейных заводов, но и десятки литейных предприятий в Китае, чтобы обеспечить Оборудование, можно сказать, что рынок был строго проверен, является очень хорошим выбором.
Анализируются причины разницы в ценах:
Уровень технологии: передовая технология печати, высокоточная система управления, стабильная механическая структура и т.д. увеличивают стоимость оборудования. Например, оборудование с технологией лазерного спекания обычно стоит дороже, чем оборудование с обычной технологией струйной подачи связующего, которая обеспечивает более высокую точность и лучшую прочность песка.
Влияние бренда: известные бренды обычно вкладывают больше средств в исследования и разработки, производство, послепродажное обслуживание и т.д., и ценность их бренда также отражается на цене оборудования. Некоторые бренды с многолетним опытом работы в отрасли и хорошей репутацией часто способны предоставить более надежное оборудование и лучший сервис, но и цена у них относительно высока.
Послепродажное обслуживание: совершенная система послепродажного обслуживания, включающая установку и ввод в эксплуатацию оборудования, обучение, техническое обслуживание, техническую поддержку и т.д., увеличивает операционные расходы производителя, что отражается на цене оборудования. Некоторые производители предоставляют круглосуточную техническую поддержку в режиме онлайн, услуги быстрого реагирования по техническому обслуживанию и т. д., что отражается на цене.
эксплуатационные расходы
Стоимость расходных материалов:
Песок: песок, используемый в песочных 3D-принтерах, обычно должен отвечать определенным требованиям к размеру, форме и прочности зерен. Цены на песок разного качества отличаются и колеблются в зависимости от спроса и предложения на рынке. Например, некоторые высокопрочные специальные пески с низким содержанием пыли могут быть относительно дорогими, но они позволяют улучшить качество песочного рисунка и результатов печати.
Связующее вещество: связующее вещество - это основной материал, который скрепляет песок вместе, образуя песчаную форму, и его цена также влияет на эксплуатационные расходы. Различные типы связующего отличаются по производительности и цене, и их необходимо выбирать в соответствии с реальными потребностями. В то же время, количество связующего также влияет на стоимость, некоторые передовые технологии печати могут уменьшить количество используемого связующего, чтобы снизить затраты.
Стоимость энергопотребления: оборудование потребляет электроэнергию во время работы, и стоимость энергопотребления зависит от мощности оборудования, времени работы, цены на электроэнергию и других факторов. При выборе оборудования можно ориентироваться на коэффициент энергоэффективности оборудования и выбирать энергосберегающее оборудование. Например, в некоторых устройствах используются передовые энергосберегающие технологии, которые позволяют снизить энергопотребление при условии обеспечения качества печати. Мощные устройства обычно потребляют больше энергии в единицу времени, и если устройство работает непрерывно в течение длительного времени, стоимость потребляемой энергии значительно возрастет. Разница в ценах на электроэнергию в разных регионах также влияет на стоимость, например, промышленное потребление электроэнергии в концентрированных районах может иметь определенные льготные условия, необходимо учитывать эти факторы, чтобы точно оценить стоимость энергии.
Расходы на обслуживание оборудования: Регулярное обслуживание и поддержание оборудования в рабочем состоянии необходимо для обеспечения его нормальной работы и влечет за собой определенные расходы. В том числе замена изнашивающихся частей, чистка оборудования, калибровка и другие аспекты затрат. Некоторые производители предоставляют пакеты услуг по обслуживанию оборудования, литейные предприятия могут выбирать в зависимости от ситуации. В то же время, надежность и стабильность оборудования также влияет на стоимость обслуживания, при низкой частоте отказов стоимость обслуживания оборудования относительно низкая. Например, в некоторых видах оборудования используются высококачественные компоненты и передовая конструкция, что снижает частоту замены изнашиваемых деталей, уменьшая затраты на обслуживание.
Оценка рентабельности инвестиций
Анализ экономии средств:
Экономия затрат на пресс-формы: как уже говорилось, стоимость изготовления форм в традиционном процессе литья высока, в то время как песочные 3D-принтеры позволяют значительно снизить эти затраты за счет отсутствия необходимости изготовления физических форм. Экономию средств можно оценить, рассчитав разницу между стоимостью изготовления традиционной формы и стоимостью 3D-печати песчаной формы. Например, изготовление формы для сложного литья может стоить десятки тысяч долларов, в то время как при использовании 3D-печати песчаной формы эти затраты могут быть снижены более чем на 80%.
Экономия трудозатрат: благодаря высокой степени автоматизации 3D-принтеров снижается потребность в рабочей силе. Экономию трудозатрат можно рассчитать, сравнив количество и стоимость труда в традиционном процессе с трудозатратами после внедрения 3D-печати. Например, традиционная линия литья может потребовать десятки рабочих для изготовления форм, формовки и т. д., в то время как при использовании 3D-принтеров для контроля и обслуживания оборудования потребуется всего несколько операторов, а затраты на рабочую силу могут быть снижены примерно на 50%.
Экономия материальных затрат: материальные затраты можно сократить за счет точного контроля количества используемого материала и улучшения его использования. Например, в то время как традиционные процессы формовки могут приводить к образованию большого количества отработанного песка и лома, 3D-печать позволяет сократить количество отходов за счет точного контроля использования материалов на основе модели. В то же время некоторые материалы, напечатанные с помощью 3D-печати, могут быть переработаны, что еще больше снижает затраты.
Увеличение доходов за счет повышения эффективности:
Сокращение времени цикла: песочные 3D-принтеры могут значительно сократить циклы разработки и производства продукции. Для некоторых продуктов, которые должны быть представлены на рынке в срочном порядке, ранняя поставка может привести к повышению рыночных цен и конкурентным преимуществам. Ценность повышения эффективности можно оценить, подсчитав дополнительные выгоды от более ранней поставки продукции. Например, внедрив технологию 3D-печати, компания по производству литейных деталей для автомобилей сократила цикл разработки новых продуктов с 6 до 2 месяцев, что позволило ей раньше выйти на рынок и получить большую долю рынка и прибыль от продаж.
Увеличение мощности: Эффективная эксплуатация оборудования и возможности быстрого создания прототипов могут увеличить мощность завода, тем самым повышая доходы от продаж. Увеличение мощности и соответствующий доход от продаж можно спрогнозировать на основе производственного графика завода и рыночного спроса. Например, если литейный завод, производивший 1 000 отливок в месяц, увеличит свою мощность до 1 500 с внедрением 3D-принтеров и предположит, что прибыль составляет 100 долларов за одну отливку, то увеличение прибыли составит 50 000 долларов в месяц.
Расчет цикла окупаемости: целесообразность инвестиций оценивается путем расчета цикла окупаемости с учетом таких факторов, как затраты на приобретение оборудования, эксплуатационные расходы, экономия затрат и увеличение доходов. Под циклом окупаемости понимается время, которое проходит с момента ввода оборудования в эксплуатацию до полного возмещения инвестиций. Например, если предположить, что стоимость покупки песочного 3D-принтера составляет 2 миллиона долларов, а экономия затрат и увеличение доходов могут составить 800 000 долларов в год, то цикл окупаемости составит около 2,5 лет. Для более точной оценки необходимо также учитывать потенциальное влияние изменений на рынке, обновления технологий и других факторов на цикл окупаемости.
IV. Исследование рынка и выбор бренда
Сбор информации о рынке
Отраслевые выставки: Посещение выставок литейной промышленности в стране и за рубежом - важный способ получить информацию о рынке песочных 3D-принтеров. На выставке можно напрямую связаться со многими производителями оборудования, чтобы понять их новейшие продукты и технологии. На выставке вы можете подробно пообщаться с техническим персоналом и сотрудниками отдела продаж производителей, получить подробную информацию о продукции и предложения. В то же время вы можете наблюдать живую демонстрацию оборудования, интуитивно почувствовать его работу и процесс эксплуатации. Например, на некоторых крупных международных литейных выставках известные производители со всего мира демонстрируют свое новейшее оборудование и технологии, предоставляя литейщикам богатый выбор.
Профессиональные сайты: существует множество сайтов, посвященных профессиональному литейному оборудованию, и отраслевых форумов, на которых собрано большое количество информации об оборудовании, отзывов пользователей и технических статей. Просматривая эти сайты, вы сможете понять характеристики оборудования различных марок, отзывы пользователей и тенденции рынка. Некоторые сайты также предоставляют инструменты сравнения и подбора оборудования, чтобы помочь пользователям лучше выбрать подходящее оборудование. Например, на некоторых профессиональных сайтах можно найти подробные сравнения параметров песочных 3D-принтеров разных марок и реальные отзывы пользователей, которые служат ориентиром при принятии решения о покупке.
Форумы пользователей: присоединяйтесь к форумам или сообществам пользователей в литейной промышленности, чтобы обмениваться опытом с другими пользователями литейного оборудования. Эти пользователи обычно делятся своим реальным опытом использования различного оборудования, проблемами, с которыми они столкнулись, и их решениями. Их опыт и предложения очень ценны для новых пользователей и могут помочь избежать некоторых распространенных ошибок и подводных камней. Например, на некоторых форумах пользователи делятся информацией о реальном использовании оборудования, качестве послепродажного обслуживания и т. д., что может послужить ориентиром для других пользователей при выборе оборудования.
Оценка репутации бренда
Квалификация производителя: проверьте квалификационные сертификаты, почетные звания и награды производителей оборудования, чтобы понять их статус и влияние в отрасли. Например, некоторые национальные специализированные и новые "малые гигантские" предприятия, высокотехнологичные предприятия, с сертификацией системы управления качеством ISO и т.д., эти квалификационные сертификаты доказывают силу производителя в области технологических исследований и разработок, управления производством и других аспектов. Почетные звания и награды, такие как отраслевые награды за научные и технологические инновации, награды за отличную продукцию и т.д., также отражают технологичность продукции производителя и признание качества.
Опыт производства: производители с богатым опытом производства обычно более надежны с точки зрения качества продукции и послепродажного обслуживания. Вы можете узнать, как долго производитель занимается производством песочных 3D-принтеров, масштаб производства и опыт реализации проектов. Производитель, который работает в отрасли уже много лет и поставляет оборудование и решения для многих литейных предприятий, зачастую заслуживает большего доверия. Например, некоторые производители работают в сфере 3D-печати и литейного производства уже несколько десятилетий и накопили богатый опыт, позволяющий им предлагать индивидуальные решения для нужд различных литейных предприятий.
Технологическая научно-исследовательская сила: сосредоточьтесь на технологических научно-исследовательских инвестициях и инновационной способности производителя. Передовые технологии - это гарантия производительности и качества оборудования, поэтому в качестве основы для оценки можно использовать наличие у производителя собственной команды R&D, запатентованных технологий и сотрудничества с научно-исследовательскими институтами. Например, некоторые производители продолжают инвестировать средства в R&D, внедряют новые технологии печати и функции для удовлетворения меняющихся потребностей рынка, такие производители более технологически дальновидны.
Доля рынка и оценка пользователей: знание доли рынка оборудования бренда может отразить его популярность и конкурентоспособность в отрасли. В то же время, ознакомившись с оценками других пользователей, вы можете получить реальные отзывы о качестве, производительности и послепродажном обслуживании оборудования. Вы можете поискать в Интернете отзывы пользователей, проконсультироваться с отраслевыми экспертами или напрямую связаться с другими литейщиками, чтобы узнать, как они относятся к оборудованию данного бренда. Например, если марка оборудования на рынке имеет высокую долю и отзывы пользователей в целом хорошие, это означает, что данная марка превосходна во всех отношениях.
Выезды на места и тестирование прототипов
Полевая инспекция: если позволяют условия, рекомендуется провести полевую инспекцию производителя оборудования. Вы можете посетить производственный цех производителя, чтобы понять его производственный процесс, процесс контроля качества и степень совершенства производственного оборудования. Обратите внимание на то, стандартизировано ли управление производством производителя, каков технический уровень и отношение к работе персонала. В то же время вы можете подробно пообщаться с техническими специалистами и менеджерами производителя, чтобы понять их техническую мощь и концепцию обслуживания. Например, в производственном цехе вы можете проверить процесс сборки оборудования, качество деталей и звенья контроля качества в процессе производства.
Испытание прототипа: Испытание прототипа - очень важный шаг. Испытания прототипа проводятся на заводе-изготовителе или на вашем собственном заводе, при этом в оборудование вводится реальная модель отливки, наблюдается процесс печати, качество песчаной формы, стабильность и надежность оборудования. Благодаря испытаниям прототипа вы можете интуитивно понять, соответствует ли оборудование вашим производственным потребностям и требованиям к качеству. В процессе тестирования следует обратить внимание на регистрацию ключевых данных, таких как время печати, точность песка, качество поверхности и т. д., и сравнить их с техническими параметрами, предоставленными производителем. Например, вы можете подготовить для тестирования несколько представительных моделей сложных отливок и понаблюдать за работой оборудования со сложными конструкциями. Помните, это очень важно, если вы временно не можете посетить сайт, даже если вам придется оплатить стоимость (куски не большие, как правило, производители будут бесплатно играть, или по цене, чтобы помочь вам играть), но также стремиться, чтобы позволить производителю печатать образцы, что является наиболее интуитивным пониманием оборудования.
V. Послепродажное обслуживание и техническая поддержка
Содержание послепродажного обслуживания
Установка и ввод в эксплуатацию оборудования: установка и ввод в эксплуатацию оборудования является основой для обеспечения нормальной работы оборудования. Отличное послепродажное обслуживание должно включать профессиональную монтажную бригаду, которая обеспечит правильную установку оборудования, а также первоначальный ввод в эксплуатацию и калибровку. В процессе установки необходимо объяснить пользователю основную структуру и методы работы оборудования, чтобы он мог изначально понять его. Например, монтажники обоснованно определяют место установки оборудования в соответствии с фактической планировкой завода и производственными потребностями, выполняют электрические и механические подключения и отладку.
Обучение: комплексные услуги по обучению крайне важны для пользователей. Содержание обучения должно включать навыки работы с оборудованием, использование программного обеспечения, знания по текущему обслуживанию и общие методы устранения неисправностей. Обучение можно разделить на обучение на месте и онлайн-обучение, чтобы удовлетворить потребности различных пользователей. Например, обучение на месте может проводиться после завершения установки оборудования, под личным руководством профессиональных тренеров; онлайн-обучение может проводиться с помощью видеоуроков, онлайн-классов и других способов, позволяющих пользователям обучаться в любое время и в любом месте.
Техническое обслуживание: Своевременное и эффективное техническое обслуживание является гарантией длительной стабильной работы оборудования. Послепродажное обслуживание должно включать в себя регулярное обслуживание оборудования, такое как чистка, смазка, осмотр и т. д., а также в случае выхода оборудования из строя быстрое реагирование и ремонт. Производители должны обеспечить достаточный запас запасных частей для своевременной замены поврежденных деталей в процессе технического обслуживания. Например, в случае неисправности оборудования команда послепродажного обслуживания должна прибыть на объект в течение определенного периода времени для устранения неполадок и ремонта, чтобы минимизировать влияние простоя оборудования на производство.
Обновление программного обеспечения: С постоянным развитием технологий программное обеспечение оборудования также нуждается в обновлении и оптимизации. Послепродажное обслуживание должно включать регулярные услуги по обновлению программного обеспечения для улучшения производительности и функциональности оборудования. Обновление программного обеспечения может осуществляться удаленно по сети или техническими специалистами на дому, что обеспечивает плавный и безопасный процесс обновления. Например, в новой версии программного обеспечения могут быть добавлены новые функции, такие как оптимизация алгоритмов печати, повышение скорости и точности печати и т. д., что позволит пользователям получить более качественный опыт.
Важность технической поддержки
Решение технических проблем: В процессе использования оборудования могут возникнуть различные технические проблемы, такие как оптимизация параметров печати, улучшение качества песочного рисунка и проблемы совместимости с другим оборудованием. Профессиональная команда технической поддержки может предложить своевременные решения, чтобы помочь пользователям решить эти проблемы и обеспечить бесперебойное производство. Например, при возникновении проблемы недостаточной точности печати сотрудники службы технической поддержки могут проанализировать параметры печати, состояние оборудования и другие факторы, чтобы дать соответствующие рекомендации по настройке для повышения точности печати.
Оптимизированные параметры печати: для различных отливок и производственных условий могут потребоваться различные настройки параметров печати. Сотрудники службы технической поддержки могут предоставить оптимизированные параметры печати в соответствии с конкретными потребностями пользователя и реальной ситуацией, чтобы достичь наилучшего эффекта печати и эффективности производства. Например, для некоторых отливок сложной структуры сотрудники технической поддержки могут отрегулировать толщину слоя, скорость перемещения сопла, дозировку связующего и другие параметры в соответствии с их характеристиками, чтобы улучшить качество и прочность песчаной формы.
Предоставление предложений по улучшению процесса: С накоплением производственного опыта и технологического прогресса улучшение процесса является важным способом повышения эффективности производства и качества продукции. Команда технической поддержки может предоставить предложения и решения по улучшению процесса в соответствии с последними достижениями промышленности и фактической ситуацией пользователей. Например, оптимизировав производственный процесс и улучшив методы формовки, можно повысить общий уровень производства на литейном заводе.
VI. Резюме и рекомендации
Обобщение информации о покупателях и соображениях
Четкий спрос: перед покупкой вы должны иметь четкое представление о текущем состоянии производства на собственных заводах, характеристиках продукции, планах развития и т.д., четко представлять свои потребности и ожидания относительно направления совершенствования, чтобы вы могли выбрать наиболее подходящее для себя оборудование.
Всесторонняя оценка характеристик оборудования: точность печати, размер отпечатка, стабильность работы устройства, поддержка программного обеспечения и другие аспекты оборудования, чтобы убедиться, что производительность устройства может соответствовать производственным требованиям.
Учет стоимости и окупаемости инвестиций: следует не только сосредоточиться на стоимости приобретения оборудования, но и в полной мере учесть такие факторы, как эксплуатационные расходы, экономия затрат и увеличение доходов, а также рассчитать цикл окупаемости инвестиций, чтобы убедиться в целесообразности вложений.
Упор на репутацию бренда и послепродажное обслуживание: выбирайте производителей с хорошей репутацией бренда, богатым производственным опытом и сильными техническими исследованиями и разработками, и в то же время убедитесь, что производители могут обеспечить идеальное послепродажное обслуживание и техническую поддержку.
Поощряйте принятие обоснованных решений
Традиционное литейное производство в условиях обновления оборудования и технологической модернизации, должно быть достаточно смелым, чтобы попробовать новые технологии, новое оборудование. Песочный 3D-принтер, как инновационная технология, может принести большие изменения и улучшения для литейного производства. Однако, принимая решение о покупке, следует учитывать все аспекты факторов, проводить достаточные исследования и анализ рынка, а с производителями осуществлять углубленное общение и обмен мнениями.
Мы надеемся, что руководители традиционных литейных заводов примут мудрые решения о покупке, основываясь на этом руководстве, учитывая реальную ситуацию на своих заводах, внедрят подходящие им песочные 3D-принтеры, повысят конкурентоспособность своих заводов, обеспечат устойчивое развитие, выиграют первую возможность на волне цифровой трансформации и вложат новую энергию в развитие литейной промышленности.
Семь, онлайн сообщение, чтобы получить песок 3D принтер цитата
4 января 2024 года была опубликована первая статья в журнале Science за 2024 год, подготовленная командой профессора Ян Пейдуна, химика-неорганика из Калифорнийского университета в Беркли и члена Триакадемии США и Китая.
Синие и зеленые излучатели с высоким квантовым выходом фотолюминесценции в настоящее время находятся на переднем крае исследований в области твердотельного освещения и цветных дисплеев. Команда профессора Пейдонга Янга продемонстрировала сине- и зеленоизлучающие материалы с практически однородной эффективностью фотолюминесценции путем супрамолекулярной сборки октаэдрических кластеров галогенидов гафния и циркония. Сильно люминесцирующие порошки галогенид-халькогенидов отлично поддаются обработке в растворах для тонкопленочных дисплеев и самосветящейся 3D-печати. Фотолюминесцентные порошки были однородно диспергированы в смоле при перемешивании и озвучивании. Синие и зеленые излучатели были собраны в сложные макро- и микроструктуры с помощью метода цифровой световой печати из нескольких материалов. Смола быстро превращалась в твердые 3D-структуры при облучении структурным ультрафиолетовым светом с длиной волны 405 нм.
Напечатанные архитектурные модели Эйфелевой башни демонстрируют соответствующие синие и зеленые цвета после 254-нм возбуждения. Обе Эйфелевы башни находятся на расстоянии нескольких сантиметров друг от друга и имеют пространственные характеристики высокого разрешения.Крупный план границы между синей и зеленой излучающими областями в 3D-печатной октетной ферменной структуре показывает высокую степень точности цветовых переходов, без пересечения цветов с обеих сторон. Октетная ферменная структура с двойным излучением также обеспечивает яркое излучение и высокую структурную точность. Потенциальные области применения 3D-печатных светоизлучающих структур обширны и постоянно развиваются: от сложных решений для освещения внутренних помещений до бесшовной интеграции в носимые устройства.
Вторая статья Science 2024 в области технологий 3D-печати была опубликована 8 февраля. Совместная команда из Университета Квинсленда (Австралия) (Jingqi Zhang et al.), Университета Чунцина (Ziyong Hou, Xiaoxu Huang) и Технического университета Дании добилась легирования на месте для процесса 3D-печати путем добавления Mo в металлический порошок Ti5553.
В частности, благодаря точной доставке молибдена в расплавленный бассейн, молибден может выступать в качестве затравочного ядра для формирования и уточнения кристаллов во время каждого сканирующего слоя, способствуя переходу от крупных столбчатых кристаллов к мелким равноосным и узким столбчатым кристаллическим структурам. Молибден также стабилизирует желаемую β-фазу и препятствует образованию фазовой неоднородности при термоциклировании, благодаря чему не только повышается прочность 3D-печатных титановых сплавов, но и достигается идеальный баланс пластичности и растяжимости.
В то время как TC4, так называемая "рабочая лошадка" титановой промышленности, имеет рекомендуемое минимальное удлинение при разрыве 101 TP3T, титан 5553, полученный методом 3D-печати, имеет большой потенциал для применения: предел текучести составляет 926 МПа, а удлинение при разрыве - 261 TP3T. Ожидается, что этот метод будет применяться и к другим металлическим порошковым смесям, а также к различным сплавам с улучшенными свойствами.
Первая статья в журнале Nature, посвященная технологии 3D-печати в 2024 году, была опубликована 27 февраля. Исследовательская группа из Института металлов Китайской академии наук опубликовала статью под названием "Высокая усталостная прочность титанового сплава благодаря почти беспустотной 3D-печати".
В статье утверждается, что лежащие в основе 3D-печатной микроструктуры обладают естественной высокой усталостной прочностью и что ухудшение этого свойства может быть вызвано наличием микропор. Традиционные усилия по устранению микропор часто приводят к огрублению ткани, в то время как процесс рефинирования ткани приводит к повторному появлению пористости и даже вызывает новые недостатки, такие как обогащение α-фазы на границах зерен, что делает дилемму микроструктуры сложной как для входящих, так и для исходящих усилий. В ходе исследования термообработки команда CAS обнаружила ключевое технологическое окно после обработки, в котором фазовые превращения и рост зерен 3D-печатных титановых сплавов при высоких температурах происходят асинхронно. Фазовый переход α в β происходит сразу же при достаточном перегреве, и хотя температура роста β-фазы уже достигнута, границам зерен требуется период созревания, чтобы перестроиться. Используя это ценное окно термообработки, исследователи разработали метод термообработки, сочетающий горячее изостатическое прессование с высокотемпературной кратковременной обработкой, который позволяет достичь рафинирования ткани и предотвратить обогащение α-фазой, а также повторное появление микропор, что в конечном итоге позволяет получить 3D-печатные титановые сплавы, практически не содержащие микропор.
Титановые сплавы TC4 с такой микроструктурой достигают высокого предела усталости около 1 ГПа, превышая усталостную прочность всех существующих на сегодняшний день аддитивно изготовленных и деформируемых титановых сплавов, а также других металлических материалов.
13 марта была опубликована 2-я статья в Nature, посвященная технологии 3D-печати в 2024 году. Основываясь на разработанной в 2015 году технологии непрерывного производства жидких интерфейсов, исследователи Стэнфордского университета разработали технологию 3D-печати для более эффективного производства микроскопических частиц, создавая до 1 миллиона частиц микронного размера в день с высокой точностью и возможностью настройки.
Нано- и микронные частицы находят широкое применение в биомедицинских устройствах, доставке лекарств и вакцин, микрофлюидике и системах хранения энергии. Однако традиционные методы производства требуют соблюдения баланса между множеством факторов, таких как скорость изготовления и масштабируемость, форма и однородность частиц, а также их свойства. Исследователи из Стэнфордского университета разработали масштабируемый процесс 3D-печати с высоким разрешением r2r CLIP, в котором используется оптика с разрешением в одну цифру микрометров и непрерывная пленка для быстрого и разнообразного изготовления и сбора частиц из различных материалов и сложной геометрии. С помощью этой технологии исследователи могут достичь микронной точности 3D-печати, сохраняя при этом высокую скорость производства и гибкость в выборе материалов, что открывает новые возможности для производства частиц.
Эта масштабируемая технология производства частиц была продемонстрирована дляПроизводственный потенциал в широком спектре областей - от керамики до гидрогелевых коллекторовИсследование было опубликовано под названием "Roll-to-roll, high-resolution 3D printing of shape-specific particles" и впоследствии имеет потенциальное применение в микроинструментарии, электронике и доставке лекарств. Исследование было опубликовано под названием "Roll-to-roll, high-resolution 3D printing of shape-specific particles".
Источник: AMReference
Штаб-квартира группы
Адрес:Но.7 улица Цзинь И, район Шуньи, Пекин, Китай Тел: 010-62117806 E-mail: 3dptek@3dptek.com