
3月10日,第十七届中国国际粉末冶金、硬质合金与先进陶瓷展(PM CHINA)在上海世博展览馆隆重开幕。北京三帝科技股份有限公司(以下简称“三帝科技”)携BJ粘结剂喷射金属/陶瓷及SLM梯度金属3D打印解决方案参展。

图:三帝科技现场展示BJ粘结剂喷射金属打印机3DPTEK-J160R
展会同期,三帝科技在注射成形论坛上分享了《粘结剂喷射3D打印赋能粉末冶金》的主题报告。报告指出,传统粉末注射成型(MIM)面临前期投入高、开模成本高、产品尺寸受限等挑战,而三帝科技通过粘结剂喷射3D打印(BJM)技术实现了无模制造、复杂结构和大尺寸成型,为粉末冶金行业提供了更高效、低成本的解决方案。

Решения для печати на металле и керамике BJ Binder Jet
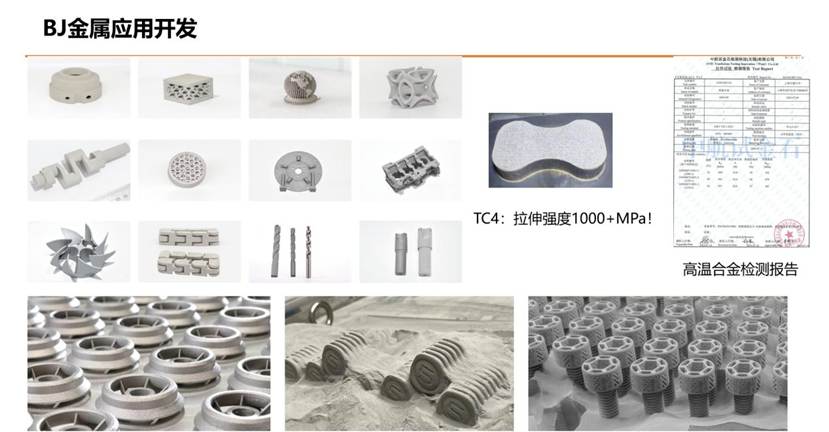
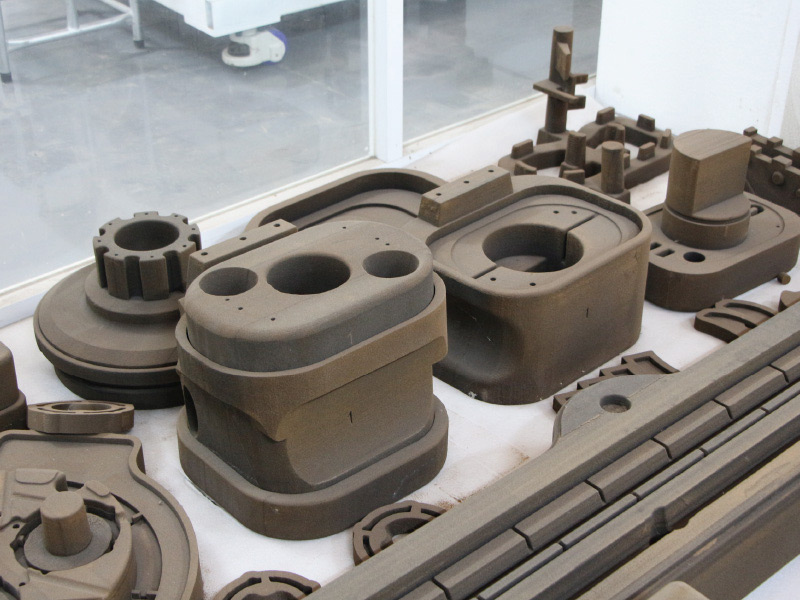
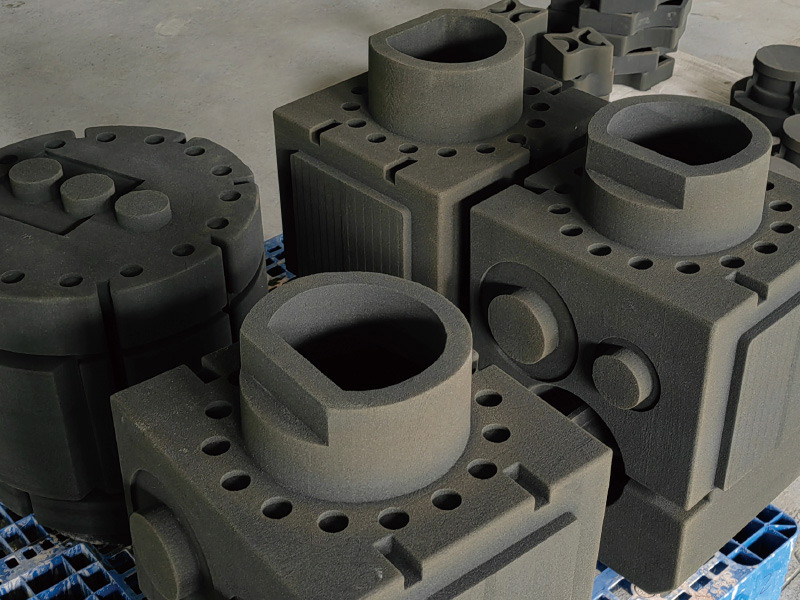
三帝科技自主掌握BJ技术设备、材料、工艺等关键技术,在小粒径粉体铺放、粉床致密度提升、高尺寸精度控制、粘结剂材料体系开发、脱脂烧结工艺等方面具备成熟的技术和经验。公司自主研制的3DPTEK-J160R/J400P/J800P系列化粘结剂喷射打印设备及其成型工艺,集成了精准供料系统、高致密铺粉系统和高精度喷墨打印控制系统,解决了小粒径低流动性粉末铺放与成型致密度关键共性技术,突破了高分辨率、高精度喷墨控制关键技术,可实现800-1200dpi高分辨率打印成型,成型精度优于±0.1mm,成型效率最高可达3600cc/h,相关技术指标达到国际先进水平。

图:BJ金属/陶瓷打印机3DPTEK-J160R、3DPTEK-J400P/J800P
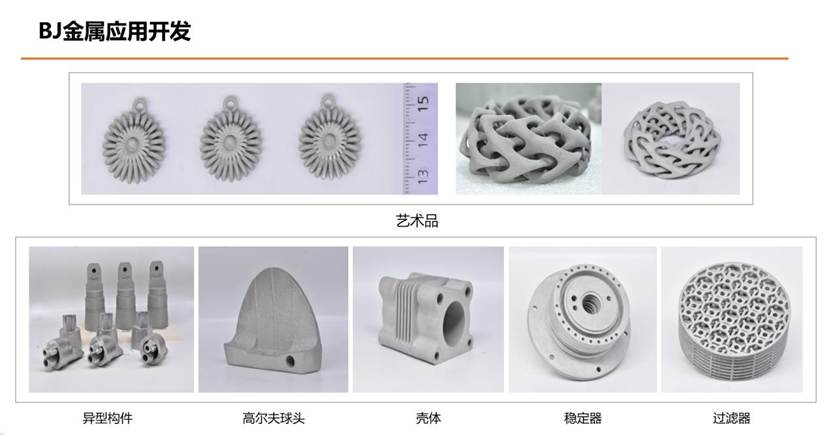
同时,三帝科技在多年BJ技术研究中逐步形成了健全的粘结剂材料成型工艺体系。基于水基环保型粘结剂和溶剂基高效粘结剂两大种类形成的20余种工艺配方,开发相应的成型工艺和脱脂烧结等后处理工艺,实现了适用于不锈钢、工模具钢、钛合金、铜合金、高温合金、硬质合金等金属材料,碳化硅(SiC)等陶瓷材料以及PMX晶态蜡、无机盐、食品、药品、高分子复合材料等非金属材料的成型工艺。同时,通过对高致密度脱脂烧结成型工艺的系统研究,实现了对脱脂烧结过程中金属与陶瓷产品的控形与控性,对脱脂烧结后的成品质量实现精准把控,产品性能优于MIM国际材料标准的力学性能。

Рисунок: Печать на металле BJ

Рисунок: Керамическая печать BJ
此外,三帝科技联合深圳职业技术大学、深圳清华大学研究院、上海交通大学、北京科技大学等科研院所相关团队共同开展粘结剂喷射成型等材料、工艺与应用的基础技术研究,推动在工业模具、刀具、3C电子等产品,及复杂、异形大尺寸陶瓷产品等领域的产业化应用。
SLM激光金属打印解决方案
三帝科技自主研发推出了SLM选区激光熔化金属打印设备AFS-M120/M400、梯度金属设备AFS-M120X(T)、多材料增减材设备AFS-M300XAS等,完成了不锈钢/钛合金/铝合金/模具钢/钴铬合金/镍基合金等材料的成型及工艺开发。

图:三帝科技SLM(梯度)金属打印系列设备
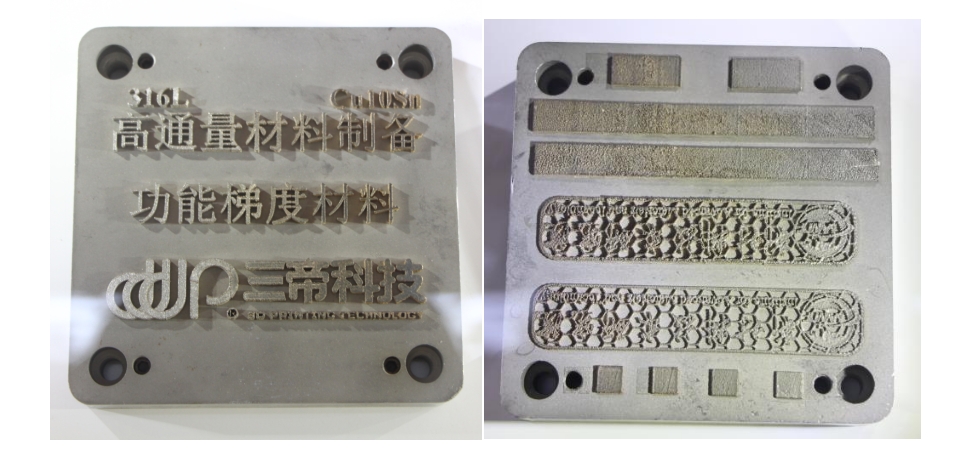
其中,梯度金属打印设备AFS-M120X(T)可适用于复合金属材料的性能研究与开发,可实现两种及以上多种金属材料的连续梯度精确供粉;具备水平/垂直梯度变化方向,降低了工艺复杂性,节省粉末原材料、提升研发效率。在高通量材料制备、航空航天、汽车、医疗、模具加工等领域的新材料开发中具有广阔的应用前景。多材料增减材梯度金属AFS-M300XAS可适用于复合金属材料的性能研究与开发,最多可实现4种材料的梯度,水平方向实现连续梯度变化,垂直方向实现材料成分切换或渐变。
目前,三帝科技已与北京科技大学、山东理工大学、兰州理工大学、北京航空航天大学、北京钢铁研究总院、沈阳自动化所等众多科研院所合作,不断地提供先进、可靠、实用的梯度功能金属材料解决方案。
了解更多3D打印赋能粉末冶金的解决方案,3月11-12日,上海世博展览馆三帝科技展位:H1馆A735,欢迎莅临交流!
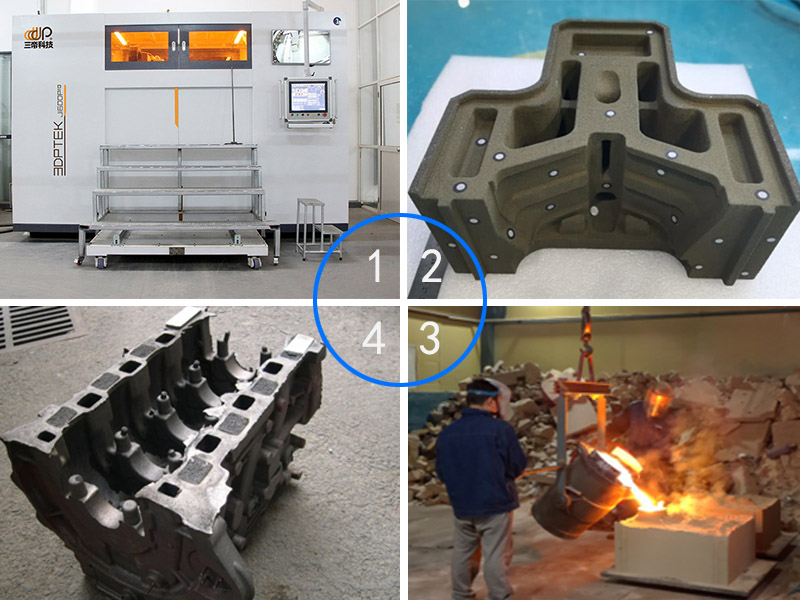
В современном производстве процесс литья является важным методом изготовления сложных металлических деталей. Однако традиционный процесс литья сталкивается с множеством проблем, таких как сложность формовки сложных конструкций, ограничение индивидуального производства, длительный производственный цикл, сложность контроля затрат, нестабильное качество продукции и экологические проблемы. С быстрым развитием технологии 3D-печати песочные 3D-принтеры стали революционным инструментом для решения этих проблем. В этой статье мы рассмотрим, как песочные 3D-принтеры меняют литейную промышленность, и проанализируем многочисленные преимущества, которые они дают (какие основные проблемы они решают).
Традиционные процессы литья часто сталкиваются с огромными техническими трудностями и высокими затратами при изготовлении песчаных форм сложной формы. Например, лопасти авиационных двигателей обычно имеют тонкие и сложные каналы охлаждения внутри, традиционный процесс изготовления таких форм чрезвычайно сложен. Песчаный 3D-принтер с помощью цифрового моделирования и технологии послойной печати может легко добиться изготовления песчаных форм сложной формы, значительно снизив технический порог и стоимость.
С ростом персонализированного потребления и нишевых рынков спрос на мелкосерийное литье по индивидуальным заказам стремительно растет. Однако традиционный процесс литья с его высокими затратами на открытие формы и длительным циклом изготовления на заказ трудно удовлетворить потребности рынка в быстром реагировании. Песочные 3D-принтеры не требуют форм и способны быстро разрабатывать и печатать песочные модели в соответствии с особыми спецификациями, формами и требованиями заказчика, что значительно повышает гибкость и эффективность производства по индивидуальным заказам.




Традиционное литье в песчаные формы требует длительного процесса проектирования формы, изготовления формы и ввода ее в эксплуатацию, причем производственный цикл для крупных форм часто превышает несколько месяцев. В течение этого периода также могут происходить изменения в конструкции или дефекты формы приводят к переделке, что еще больше увеличивает производственный цикл. Песочные 3D-принтеры не требуют изготовления форм и печатают непосредственно с цифровых моделей, что позволяет значительно сократить цикл разработки изделия и повысить эффективность производства.
В традиционном процессе производства литейных форм, отходы материала являются серьезными, а коэффициент использования материала сложных форм составляет менее 30%. Кроме того, от формовщиков до моделистов и ремонтников форм, трудозатраты велики, что еще больше увеличивает стоимость. Песочный 3D-принтер для печати по требованию, точный песок, коэффициент использования материала более 90%. Высокая степень автоматизации процесса печати, снижение затрат на рабочую силу, значительное снижение производственных затрат.
Традиционная песчаная форма из-за износа формы, ошибок при подгонке поверхности раздела и других проблем, отклонение размера отливки часто превышает ± 1 мм, последующие припуски на обработку, отходы материала. Песок 3D принтер цифровой модели точность привода, точность размера песка до ± 0,5 мм или меньше, сокращение процесса обработки, снижение затрат.
Традиционный песчаный шаблон склонен к локальной рыхлости, захвату песка и другим проблемам, что приводит к неравномерным механическим свойствам отливок, склонности к трещинам и другим дефектам. Песчаный 3D-принтер позволяет достичь равномерной компактности, избежать неравномерной сыпучести песка, и в то же время оптимизировать процесс затвердевания, значительно уменьшить усадочные отверстия, усадочную сыпучесть, обеспечить стабильное и надежное внутреннее качество отливок, улучшить характеристики изделия и срок службы.
При традиционном производстве литейных форм образуется большое количество отходов металла и пластика, а после обработки песка накапливаются отходы. При годовой производительности завода в 10 000 тонн отливок, ежегодные выбросы отработанного песка составляют более 5 000 тонн, высокая стоимость обработки и загрязнение окружающей среды. Песок 3D-принтера в производстве, неиспользованный песок может быть переработан и повторно использован, очень мало отходов. Кроме того, процесс печати не требует большого количества химических связующих, что уменьшает выброс вредных газов и улучшает экологию мастерской.
Песочные 3D-принтеры способны быстро реагировать на рыночный спрос и особенно подходят для частого повторного моделирования небольших партий продукции. Это позволяет литейным предприятиям быстро удовлетворять индивидуальные потребности заказчиков, повышать удовлетворенность клиентов и конкурентоспособность на рынке. В то же время песочный 3D-принтер поддерживает массовое производство, позволяя печатать большое количество высококачественных песочных моделей за короткое время для удовлетворения потребностей массового производства и повышения эффективности производства и производительности.
Технология 3D-печати песка напрямую печатает песчаные шаблоны без открытия форм, что значительно снижает затраты на открытие форм, особенно подходит для производства небольших партий и сложных структур. Кроме того, оборудование для 3D-печати песка может эксплуатироваться только с простым обучением, и не требует большого количества рабочей силы, что может эффективно снизить зависимость от квалифицированных работников, так что литейные предприятия могут легко справиться с проблемой сложного найма и дорогой рабочей силы.
Песочные 3D-принтеры более точны, например3DPTEKоборудования для 3D-печати, а значит, значительно повышается точность размеров отливок, значительно увеличивается процент единовременного прохождения изделий, снижается количество брака, а литейное производство получает возможность более эффективно использовать свои ресурсы. В то же время 3D-печатные песчаные формы имеют более высокую точность и качество поверхности, что сокращает объем работ по шлифовке и правке, делает производственный процесс более чистым, повышает качество продукции и стабильность процесса.
Благодаря компактной конструкции корпуса песочный 3D-принтер занимает небольшую площадь и отличается гибкостью установки, что подходит для различных требований к планировке площадок малых и средних литейных предприятий. Модульное производственное решение также может помочь предприятию легко расшириться и достичь многомашинной связи. Часть песочного 3D-принтера поддерживает цифровую систему мониторинга, руководители предприятий могут отслеживать ход производства и состояние оборудования в режиме реального времени, чтобы достичь полностью контролируемого производственного процесса, данные о работе оборудования могут автоматически сохраняться для облегчения оптимизации производственных стратегий.




Появление песочных 3D-принтеров не только решает многие проблемы традиционного процесса литья, но и открывает беспрецедентные возможности для литейной промышленности. Они обеспечивают литейным предприятиям сильную конкурентоспособность за счет повышения эффективности производства, снижения производственных затрат, улучшения качества продукции и оптимизации управления производством. Благодаря постоянному прогрессу технологий песчаные 3D-принтеры будут играть все более важную роль в будущем обрабатывающей промышленности, способствуя развитию литейного производства в более эффективном, экологичном и разумном направлении.
В этой статье рассказывается о 3D-принтерах без песочницы и о том, как они могут обеспечить гибкость размеров, высокую точность, экономичность и свободу дизайна без ограничений традиционных песочниц для повышения эффективности производства. В то же время она дает читателям представление об инновационной ценности и потенциале 3D-принтеров без песочницы в литейном секторе.
Бескорпусные 3D-принтеры названы так потому, что они существенно отличаются от обычных песочных 3D-принтеров тем, что в процессе песочной 3D-печати не используются традиционные коробки. Вот некоторые из многочисленных отличий:
Роль и ограничения традиционных песочницЯщик для песка - неотъемлемая часть традиционного процесса литья из песка и некоторых традиционных технологий песочной 3D-печати. Он используется для хранения песка, обеспечения пространства для его формовки, поддержания определенной формы песка в процессе формовки и обеспечения целостности песка при перемещении и закрытии ящика. Однако фиксированный размер ящика для песка ограничивает размер модели, которую можно изготовить, а затраты на производство и обслуживание высоки. При сложной структуре модели песка ящик для песка трудно спроектировать и изготовить, кроме того, он может влиять на теплоотдачу и воздухопроницаемость модели песка, что может сказаться на качестве отливок.
Как работают 3D-принтеры без песочницы: 3D-принтер без песочницы использует технологию формирования гибкой области, при которой песок и связующее вещество послойно насыпаются непосредственно на стол с помощью сопла. Оборудование имеет точную систему распределения песка, которая может равномерно распределить песок в области печати, и сопло точно распыляет связующее вещество в соответствии с информацией о поперечном сечении модели, так что частицы песка связаны, чтобы сформировать форму песка слой за слоем. В этом процессе нет необходимости в ящике для песка, чтобы обеспечить пространство для формовки и ограничения, что значительно повышает гибкость и свободу печати.
Основание для наименованияНазвание 3D-принтера напрямую отражает его основную технологическую особенность, которая заключается в том, что он отказывается от ограничений традиционного песочного ящика и создает новый способ песочной 3D-печати. Такая схема наименования проста и понятна, она подчеркивает существенное отличие от традиционного оборудования для песочной 3D-печати, а также уникальное преимущество принтера - возможность достижения высокой точности и эффективности при изготовлении песочных шаблонов без помощи песочницы в процессе печати.
Существует четкое различие между принципом работы 3D-принтера без коробки и традиционного песочного 3D-принтера. Традиционные песочные 3D-принтеры полагаются на фиксированный ящик для песка, чтобы определить пространство для формовки, и полагаются на ящик для песка, чтобы обеспечить частичную поддержку, и путь печати ограничен ящиком для песка; в то время как песочные 3D-принтеры принимают гибкую технологию формирования области, расширяют платформу печати по требованию, преодолевают ограничения размера, поставляют песок и связующее более точно, регулируют внутреннее наращивание песка и впрыск связующего для обеспечения поддержки, и планирование пути печати более свободно и гибко, что может эффективно улучшить эффективность печати и качество песка. Планирование траектории печати является более свободным и гибким, что может эффективно повысить эффективность печати и качество песчаной формы.

Развитие беспесочных боксовых 3D-принтеров в литейном производстве очень перспективно, главным образом, в следующих аспектах:
Технологические инновации и прорывы
3D-принтеры без песочницы продолжают внедрять технологические инновации, такие как SANDI 3DPTEK-J4000 Принятие песочницы-без гибкой зоны формования технологии, может быть настроен для расширения печатной платформы, максимальный песок формования 4 м, для удовлетворения производственных потребностей 10 м + уровень, преодолевая ограничения размера традиционного литейного оборудования, для производства больших и сложных отливок предоставляет возможность.
Значительные преимущества по стоимости
С одной стороны, снижается стоимость владения, поскольку бескорпусные 3D-принтеры длиной 4 метра и более сопоставимы по цене с 2,5-метровыми машинами, что позволяет компаниям получить большую производительность по формовке песка при меньших затратах на единицу продукции. С другой стороны, уменьшается количество отходов материалов, поскольку бескорпусные 3D-принтеры способны точно использовать такие материалы, как песок и связующее, что снижает производственные затраты.
Высокий рост рыночного спроса
Спрос на крупные, сложные, высокоточные отливки в аэрокосмической, автомобильной, энергетической и других областях продолжает расти. Например, при производстве компонентов авиадвигателей, блоков автомобильных двигателей и т. д. беспесочные 3D-принтеры могут удовлетворить высокопроизводительные требования к отливкам в этих областях, и потенциал рынка огромен.
Значительное увеличение свободы проектирования
3D-принтеры Sandless могут создавать сложные геометрические формы и полости, которые трудно достичь традиционными методами, реализовывать интеграцию деталей и облегченную конструкцию, предоставляя больше пространства для инноваций, помогая улучшить характеристики продукции, снизить затраты и повысить конкурентоспособность предприятий на рынке.
Значительное повышение производительности
По сравнению с традиционными методами изготовления форм, 3D-печать песочных форм или стержней без песочницы может занимать от нескольких часов до нескольких дней, что позволяет значительно сократить цикл разработки и производства новых продуктов, помогает производителям быстрее реагировать на изменения рыночного спроса, повышает производительность и экономическую эффективность.
Отличные экологические характеристики
Беспесочные 3D-принтеры используют материал по требованию, что сокращает количество отходов и расходы на утилизацию остатков материала, а некоторые виды оборудования могут использовать экологически чистые материалы и связующие, что снижает загрязнение окружающей среды, отвечает требованиям устойчивого развития и помогает литейным заводам соответствовать все более жестким ограничениям экологических норм.
Углубление промышленной интеграции
Интеграция песочницы 3D-принтеров и литейных цехов продолжает углубляться, предприятия путем слияния и поглощения литейных цехов и другими способами открывают процесс "3D-печать + литье", чтобы обеспечить всю цепочку промышленности общим решением, и продвигают литейную промышленность к зеленому, интеллектуальному, высококлассному направлению.
Если вы ищете партнера, который может предоставить быстрые и качественные услуги по литью, компания Guangxi Yulin Foundry (под управлением Beijing SANDI Technology), несомненно, является надежным выбором. Как литейная компания, приверженная инновациям и эффективному производству, Guangxi Yulin Foundry не только удовлетворяет разнообразные потребности наших клиентов, но и выделяется на жестко конкурентном рынке благодаря нашим передовым технологиям и географическим преимуществам. Ниже перечислены основные преимущества и основные виды услуг, которые мы можем вам предложить:


Компания Guangxi Yulin Foundry совершила технологический прорыв в области литья, внедрив технологию 3DP-печати песка. Технология позволяет быстро изготавливать сложные песчаные формы, что приводит к значительному сокращению производственных циклов литья. Этот инновационный процесс может удовлетворить спрос клиентов на быстрое литье чугуна и алюминиевых сплавов и особенно подходит для компаний с высокими требованиями к точности пробных деталей, мелкосерийного производства и сложных деталей. Благодаря технологии 3DP-печати компания Guangxi Yulin Foundry не только повышает эффективность, но и обеспечивает качество и постоянство отливок, экономя время и затраты клиентов.
Расположение предприятия - один из важных факторов при выборе поставщика. Guangxi Yulin Foundry находится в районе, соединяющемРайон Большого залива Гуандун-Гонконг-Макаоответить пениемЭкономическая зона залива Бэйбу (экономический регион, включающий Пекин, Тяньцзинь, Хэбэй, Ляонин и Шаньдун)Мы являемся ключевыми воротами в Южно-Китайский регион. Благодаря такому уникальному расположению мы можем быстро реагировать на заказы из Южного Китая, одновременно направляя их вРынки стран АСЕАН. Это стомиллиардный рынок машиностроения, который предоставляет клиентам широкое пространство для сотрудничества. Независимо от того, являетесь ли вы внутренним или международным клиентом, вы можете воспользоваться удобной логистикой и совершенными услугами цепочки поставок.
Литейный завод Guangxi Yulin обладает мощным производственным потенциалом, годовой объем производства высокоэффективных изделий из алюминиевых сплавов достигает2 миллиона штук. Такая производственная мощность не только отражает масштаб и силу компании, но и означает, что мы можем обеспечить наших клиентов стабильными и непрерывными поставками продукции. Будь то детали из алюминиевого сплава различных размеров или индивидуальные требования, мы способны эффективно их удовлетворить.


Южный Китай и регион АСЕАН находятся на стадии бурного развития машиностроительной промышленности, спрос на высококачественную литейную продукцию растет. Компания Guangxi Yulin Foundry глубоко привержена этому рынку и обладает глубоким пониманием потребностей и тенденций развития отрасли. Наша литейная продукция широко используется во многих областях, таких как автомобилестроение, строительная техника, промышленное оборудование и т.д., обеспечивая надежную поддержку местным и региональным машиностроительным предприятиям.
Guangxi Yulin Foundry всегда придерживается концепции "клиент превыше всего, качество превыше всего", чтобы предоставить клиентам высококачественную литейную продукцию и услуги. Нужна ли вам инновационная техническая поддержка для быстрого литья или стабильные поставки больших партий, мы можем предоставить вам подходящие решения. Выбирая Guangxi Yulin Foundry, вы выбираете эффективность, надежность и профессионализм. Мы с нетерпением ждем сотрудничества с вами, чтобы создать блестящее будущее!
Anhui Tongling 3D Casting Centre - литейный центр, специализирующийся на художественном литье металла и точном производстве под руководством Beijing SANDI Technology. Будучи одной из первых компаний в Китае, успешно применивших технологию точного литья с использованием 3D-печати для отливки металлических скульптур, которые зависят от ручного моделирования, мы преодолели ограничения традиционного ручного литья, значительно повысили эффективность, добившись при этом беспрецедентной свободы дизайна, и предоставили инновационные решения в области художественного литья и литья металла для наших клиентов.

Центр 3D-литья в Тонглинге (провинция Аньхой), занимающий площадь 7 000 кв. м, оснащен широким спектром передовых процессов литья и оборудования, охватывающих весь процесс производства от разработки дизайна до готовой продукции. Будь то создание сложных металлических скульптур или изготовление высокоточных промышленных отливок, мы способны удовлетворить самые разнообразные потребности наших клиентов.
Мы стали первопроходцами во внедрении технологии 3D-печати в литье металлических скульптур, чтобы предоставить нашим клиентам следующие преимущества:
Мы владеем различными передовыми технологиями литья и обработки, можем гибко подходить к потребностям клиента, чтобы выбрать наиболее подходящий процесс:


Центр 3D-литья Anhui Tongling стремится предоставить клиентам технологически передовые и надежные услуги по художественному литью и точному производству. Если вам нужно спроектировать сложные городские скульптуры, изготовить на заказ произведения искусства высокого класса или быстро создать прототип высокоточных промышленных деталей, мы предоставим вам лучшие решения.
Мы не только создаем, но и реализуем идеи в сотрудничестве. Благодаря передовым технологиям, профессиональному сервису и мощному производственному потенциалу, мы будем рады сотрудничать с вами, чтобы создать еще больше замечательных работ!
В условиях стремительного развития индустрии автозапчастей сегодня эффективность производства, точность изготовления и инновационность процессов становятся ключевыми факторами, по которым клиенты выбирают партнеров-производителей. И компания Shandong RizhaoЦентр 3D литьяБлагодаря передовым технологиям 3D-печати, богатому технологическому оборудованию и интеллектуальным литейным производственным линиям мы стремимся содействовать инновационному применению технологии аддитивного производства нового поколения в индустрии автомобильных деталей и предоставлять клиентам универсальные решения от опытного производства прототипов до производства малых и средних партий.
Центр 3D-литья Shandong Rizhao оснащен рядом ведущего в отрасли оборудования для 3D-печати и технологического оборудования, охватывающего весь процесс аддитивного производства и последующей обработки, чтобы гарантировать, что он может удовлетворить разнообразные и сложные производственные потребности:

Центр 3D-литья Shandong Rizhao объединяет технологии 3D-печати и традиционные производственные процессы, чтобы предоставить клиентам полный комплекс услуг от проектирования до поставки и удовлетворить разнообразные производственные потребности заказчиков:
1. Технологии аддитивного производства
Быстрое изготовление сложных деталей с помощью технологии 3D-печати:
2. услуги по литью и механической обработке
3. услуги по обработке поверхности и инспекции
1. диверсификация материалов
Мы поддерживаем обработку и производство широкого спектра материалов для удовлетворения различных потребностей наших клиентов:
2. широкий спектр применения
Наши технологии и услуги охватывают широкий спектр сложных производственных сценариев:
3. Быстрое реагирование и эффективная доставка
Благодаря эффективному сочетанию технологии 3D-печати и интеллектуальных производственных линий мы можем значительно сократить производственный цикл, обеспечивая нашим клиентам быстрое создание прототипов и своевременную доставку.

Центр 3D-литья Shandong Rizhao объединяет передовые технологии 3D-печати с интеллектуальным производственным процессом, особенно в области производства автомобильных деталей, чтобы предоставить клиентам инновационные производственные решения:
Шаньдунский центр 3D-литья Rizhao предоставляет эффективные и надежные услуги по производству автозапчастей для автомобильной промышленности и других областей производства, используя передовые технологии, совершенное оборудование и возможность комплексного обслуживания. Будь то пробное производство прототипов, изготовление сложных конструктивных деталей или массовое производство малых и средних размеров, мы можем предоставить вам профессиональные и гибкие решения.
Свяжитесь с нами, чтобы обсудить потребности вашего проекта, и позвольте нам работать вместе, чтобы обеспечить успех вашего продукта на каждом этапе, от разработки до производства!
Если вы ищете партнера, который может обеспечить высококачественное крупномасштабное литье из алюминиевых сплавов, Henan Pingdingshan Foundry (далее Henan Pingdingshan Foundry), которая является литейным предприятием Beijing SANDI Technology, станет вашим первым выбором благодаря своим превосходным возможностям в области исследований и разработок, передовой технологии производства и богатому опыту работы в отрасли. Мы являемся не только одним из ведущих предприятий в отрасли литых алюминиевых корпусов высоковольтных передач, но и долгосрочным стратегическим партнером многих отечественных и зарубежных первоклассных предприятий. Благодаря нашей мощной производственной силе и возможности комплексного обслуживания, мы стремимся предоставить клиентам эффективные и надежные решения по литью.
Henan Pingdingshan Foundry - ведущая компания в области производства литых алюминиевых корпусов для высоковольтных линий электропередач, обладающая многолетним опытом литья, и является отличным поставщиком и долгосрочным стратегическим партнером Pinggao Group. В то же время, мы также являемсяКорея LS, Корея NissinМы являемся единственным поставщиком корпусов ГИС в Китае для известных компаний, обеспечивая клиентам стабильные и надежные поставки продукции.
Наша основная продукция широко используется вСверхвысоковольтные электропередачи, железнодорожный транспорт, аэрокосмическая промышленность, новая энергетикаи других высокотехнологичных областях, особенно в Байхетанской ГЭС и других известных инженерных проектах в стране и за рубежом, чтобы играть важную роль.


Мы предлагаем комплексное обслуживание от разработки до поставки, охватывая следующие сегменты:
Будь то сложные фасонные детали, небольшие партии на заказ или крупносерийное производство, мы предлагаем надежные решения, которые помогают нашим клиентам эффективно реализовывать свои проекты.
Мы создали несколько интеллектуальных производственных линий для литья, отвечающих различным требованиям:
Мы способны разрабатывать и производить сверхкрупные фасонные отливки из алюминиевых сплавов, при этом годовой объем производства высококачественных деталей из алюминиевых сплавов достигает5000 тонн. Благодаря самостоятельно разработанному оборудованию для 3D-печати литья и эффективным производственным линиям мы можем быстро реагировать на потребности клиентов, сокращать цикл разработки и повышать эффективность поставок.
Наша продукция широко используется в ряде отраслей промышленности для удовлетворения жестких требований к высокоэффективным отливкам из алюминиевых сплавов:
Будь то сложные корпуса для высоковольтного оборудования электропередач или легкие конструктивные элементы для железнодорожного и аэрокосмического секторов, мы предлагаем надежные решения и помогаем нашим клиентам выделиться на фоне конкурентов.
Мы всегда придерживаемся концепции экологичного производства, оснащены передовым оборудованием для защиты окружающей среды и строго контролируем проблемы выбросов в процессе производства. Между тем, наша продукция производится в соответствии со многими стандартами, такими как национальный стандарт и стандарт предприятия, со стабильным и надежным качеством.
Кроме того, мы уделяем особое внимание обслуживанию клиентов, предоставляя оперативную техническую поддержку и гибкую настройку, чтобы обеспечить эффективную реализацию каждого проекта.
Henan Pingdingshan Foundry стала эталонным предприятием в области крупного литья из алюминиевых сплавов в стране и за рубежом благодаря передовым технологиям, отличному качеству и мощным производственным мощностям. Если вам нужно быстрое пробное производство, массовое производство или исследование и разработка сверхкрупных и сложных конструкционных деталей, мы можем предоставить вам надежные и эффективные универсальные решения.
Не стесняйтесь связаться с нами, чтобы обсудить ваши потребности в литье! Давайте работать вместе, чтобы привести ваш проект к успеху!
Если вы ищете профессиональное, эффективное и технологически продвинутое литейное предприятие, то вам стоит обратиться к Shaanxi Xianyang Foundry (далее Shaanxi Xianyang Foundry), которая является литейным предприятием Beijing SANDI Technology Co. Мы стремимся предоставлять высококачественные услуги по литью нашим клиентам благодаря нашим профессиональным технологиям, богатому опыту и широкому спектру возможностей применения в промышленности.
Литейный завод Shaanxi Xianyang Foundry расположен в городе Сяньян провинции Шэньси и занимает площадь 22 000 квадратных метров с существующим зданием площадью 18 000 квадратных метров. Завод оснащен более чем 50 комплектами современного оборудования для литья и механической обработки, что позволяет с легкостью справляться с производством различных сложных отливок. Мы располагаем ведущим в отрасли техническим оборудованием, включая:
Эта комплексная система оборудования позволяет нам быстро реагировать на потребности клиентов и гарантировать, что каждый продукт соответствует строгим стандартам качества.





Shaanxi Xianyang Foundry владеет широким спектром специализированных процессов литья, включая:
Благодаря этим передовым процессам мы можем производить широкий ассортимент продукции, включаяАлюминиевый сплав, медный сплав, износостойкая медная втулка, оловянная бронза, алюминиевая бронза, чугун, литая стальЗавод производит отливки из широкого спектра материалов. Производственная мощность завода составляет около 1 800 тонн отливок в год, что позволяет ему не только удовлетворять спрос на массовое производство, но и особенно хорошо справляться с быстрым пробным производством небольших партий, помогая клиентам быстро подтвердить свои проекты на стадии НИОКР.
Наша литейная продукция широко используется в нескольких высокотехнологичных областях, включая:
Благодаря многолетнему опыту работы в отрасли мы можем глубоко понять специфические потребности каждого сектора и предложить индивидуальные решения в области литья.
Shaanxi Xianyang Foundry стала надежным поставщиком услуг по литью для многих клиентов благодаря нашему передовому оборудованию, профессиональному мастерству и отличным возможностям обслуживания. Если вам нужна поддержка R&D для быстрого пробного производства или надежная защита для массового производства, мы можем предоставить вам литейную продукцию и услуги самого высокого качества. Не стесняйтесь связаться с нами, чтобы обсудить ваши потребности в литье!
Для клиентов с потребностями литейного бизнеса, при выборе литейного завода для сотрудничества, часто обращают внимание на несколько ключевых аспектов, и как дочерняя компания Beijing SANDY Technology Co, Ltd, Hebei Daming Foundry (округ Дамин расположен в юго-восточной части города Хандан, провинция Хэбэй, далее именуемая Hebei Daming Foundry) имеет выдающиеся показатели в этих аспектах, и может эффективно удовлетворить ваши потребности.
Литейный бизнес часто предполагает различные уровни требований к заказам, поэтому клиентов волнует вопрос, обладает ли литейный завод соответствующими масштабами и возможностями для реализации их проектов. Литейный завод Hebei Daiming занимает территорию в 70 акров, общая площадь зданий составляет 24 614 квадратных метров, что обеспечивает достаточное пространство для размещения производственных мощностей и закладывает основу для стабильного и эффективного производства. Более того, он может достичь годовой производственной мощности в 20 000 тонн высококачественных деталей из алюминиевого сплава для интеллектуального производства, а это значит, что будь то малое или среднее индивидуальное производство или крупный серийный заказ, Daimyo Foundry имеет возможность выполнить поставку в срок и с хорошим качеством, так что вам не придется беспокоиться о том, что нехватка производственных мощностей повлияет на прогресс вашего бизнеса.
В сфере литья оборудование и технологический процесс напрямую определяют качество и технологичность продукции. Завод имеет независимые права интеллектуальной собственности на оборудование для 3D-печати литья, это передовое оборудование в производстве сложных структурных частей уникальные преимущества, может точно достичь концепции дизайна, для производства тех частей, которые трудно завершить традиционный процесс предоставляет возможность. Между тем, производственная линия для литья алюминиевых сплавов, совершенное оборудование для механической обработки и тестирования составляют полную производственную цепочку. Более того, интеллектуальная производственная линия зеленого 3D литья охватывает литье под давлением, литье под низким давлением, литье под дифференциальным давлением, гравитационное литье и другие процессы, каждый из которых имеет адаптацию для продуктов с различными характеристиками, например, литье под давлением может улучшить механические свойства отливок, а литье под низким давлением подходит для производства сложных, тонкостенных герметичных деталей и т.д., чтобы удовлетворить производство нескольких сортов продукции с различными требованиями к производительности, и обеспечить, что все виды металлических деталей, которые вам нужны, могут быть произведены здесь с помощью правильного процесса. Мы гарантируем, что все виды необходимых вам металлических деталей могут быть произведены здесь с высоким качеством с помощью соответствующего процесса.


Клиенты хотят максимально упростить процесс делового сотрудничества в области литья, сократить расходы на связь, Daimyo Foundry имеет возможности комплексного обслуживания "проектирование процесса + 3D-печать + литье + механическая обработка и тестирование", что точно соответствует этому требованию. Начиная с первоначальной разработки проекта, профессиональная команда завода может тщательно спланировать научный и разумный план производства, основанный на ваших конкретных требованиях к продукту; затем использовать 3D-печать для быстрого создания образцов или ключевых компонентов для проверки; затем литье для обеспечения плавного осуществления массового производства; механическая обработка для обеспечения точности размеров продукта; и, наконец, тестирование для строгого контроля качества, так что весь процесс литейного бизнеса может быть эффективно и плавно осуществлен в рамках одного завода. Весь бизнес-процесс литья может быть завершен эффективно и гладко на одном заводе, что позволяет избежать утомительной необходимости постоянно общаться и координировать свои действия с несколькими поставщиками или различными отделами, экономить ваше время и энергию и делать проект литья более эффективным и упорядоченным.
Одним словом, компания Hebei Daimyo Foundry, обладающая солидными масштабами производства, передовым оборудованием и технологиями, а также совершенной интеграцией сервисных возможностей, стала идеальным партнером для клиентов с потребностями литейного бизнеса, и может помочь вашему бизнесу качественно и устойчиво развиваться.

