Industrial metal 3D printers are crucial in modern manufacturing and their price components are complex. They include equipment costs, material costs, R&D and technology costs, and after-sales service and warranty costs. At the same time, the brand and model, technology level and performance differences and the degree of customization will also affect the price. The following is a detailed introduction for you.
I. Industrial Metal 3D Printer Overview
(i) Definitions
Industrial metal 3D printer is a kind of high-end manufacturing equipment, which adopts additive manufacturing method to build three-dimensional metal parts by layer-by-layer stacking with metal powder as raw material. It is characterized by high precision, high stability and wide material adaptability, etc. The core principle is to control the laying and melting of metal powder based on preset data.
AFS-M120 Metal 3D Printer
(ii) Areas of application
In the aerospace field, it can manufacture high-performance, lightweight engine components and structural parts; in the automotive manufacturing industry, it can produce customized parts and improve design flexibility and production efficiency; in the medical device field, it can print personalized implants; and in the energy and power field, it is used to manufacture key components.
(iii) Market position
With the transformation and upgrading of the manufacturing industry, the market position of industrial metal 3D printers is gradually increasing. Although the current market share is low, it is expected to grow rapidly in the future. However, high cost and lack of technical standards and industry norms are the challenges it faces.
II. Price components
(i) Equipment costs
Equipment costs include the purchase costs of core components such as mechanical parts, electronic control systems and lasers, as well as the costs of machining, assembly and testing during production. The cost of these components, which are critical to printer performance and quality, is influenced by a number of factors and is expected to decrease in the future.
(ii) Cost of materials
The cost of metallic materials is an important part of the total price. The type of material, preparation process, particle size distribution and purity all affect the cost. Material costs fluctuate as technology develops and market demand changes, and costs can be reduced in a number of ways.
(iii) Research and development and technology costs
This mainly relates to technology R&D inputs, patent application costs and software development costs. These costs reflect the manufacturer's technological innovation and R&D efforts, which have a greater impact on prices in the short term and are likely to decrease in the future.
(iv) After-sales service and warranty costs
It covers equipment installation and commissioning, maintenance, technical support and user training. These services ensure the normal operation of the printer, the cost of which affects the user's purchasing decision and experience.
III. Analysis of price differences
(i) Brand and model differences
Well-known branded printers are priced high due to their technological prowess, print quality and after-sales service. Different models differ in terms of performance, accuracy and print speed, resulting in different prices.
(ii) Technology level and performance differences
Advanced technology and performance will make the printer more expensive. On the technical side, high accuracy and high speed printing capabilities are important; on the performance side, print size, layer thickness control, surface roughness, and the degree of intelligence and automation all affect the price.
(iii) Degree of customization
The higher the degree of customization, the higher the price. This is because meeting customization needs requires increased R&D and production costs, including hardware and software customization.
AFS-M120XT Gradient Metal 3D Printer
Fourth, the purchase of recommendations and precautions
(i) Clarification of needs and budget
Users need to understand the demand for 3D printing technology in their industry, budget for costs, and be aware of contract terms and warranties.
(ii) Understanding product performance and evaluation
You can learn about product performance by checking official information, attending industry exhibitions, consulting professionals, etc., and pay attention to user evaluation and experience.
(iii) Selection of formal channels of purchase
Formal channels such as officially authorized dealers, brand stores and well-known e-commerce platforms can guarantee product quality and after-sales service, and also provide legal documents.
V. Conclusion
(i) Summary of price components
The price of industrial metal 3D printers is composed of equipment, materials, R&D and technology, after-sales service and warranty and other cost elements, which are interrelated and affect the price. Users need to fully understand and consider comprehensively when purchasing.
(ii) Suggestions for purchase and looking ahead When choosing, it is important to clarify the needs and budget, understand product performance and evaluation, and choose formal channels. Industrial metal 3D printing technology has great potential for development, the future price may be more affordable, market competition will promote product innovation and industry development.
The second Science article in the field of 3D printing technology in 2024 was published on February 8th.
come from (a place)University of Queensland, Australia(Jingqi Zhang et al,)Chongqing University(Ziyong Hou, Xiaoxu Huang),Technical University of DenmarkThe joint team published an article titled "Ultrauniform, strong, and ductile 3D-printed titanium alloy through bifunctional alloy design". Ultrauniform, strong, and ductile 3D-printed titanium alloy through bifunctional alloy design".Titanium alloys prepared by 3D printing reach theWith a yield strength of 926 MPa and a ductility of 261 TP3T, a balance of strength and ductility has been achieved.
Background of the studyCoarse columnar grains and inhomogeneously distributed phases often occur during metal 3D printing, resulting in inhomogeneous or even poor mechanical properties. The research involves a design strategy that allows for a direct method of obtaining high strength and consistent properties of titanium alloys by 3D printing. It was shown that the addition of molybdenum (Mo) to the powdered metal mixture enhanced phase stability and improved the uniformity of strength, ductility and tensile properties of the 3D printed alloys.A Science review article in the same issue noted that the methodology is promising for application to other powder mixtures and the ability to customize different alloys with enhanced properties.
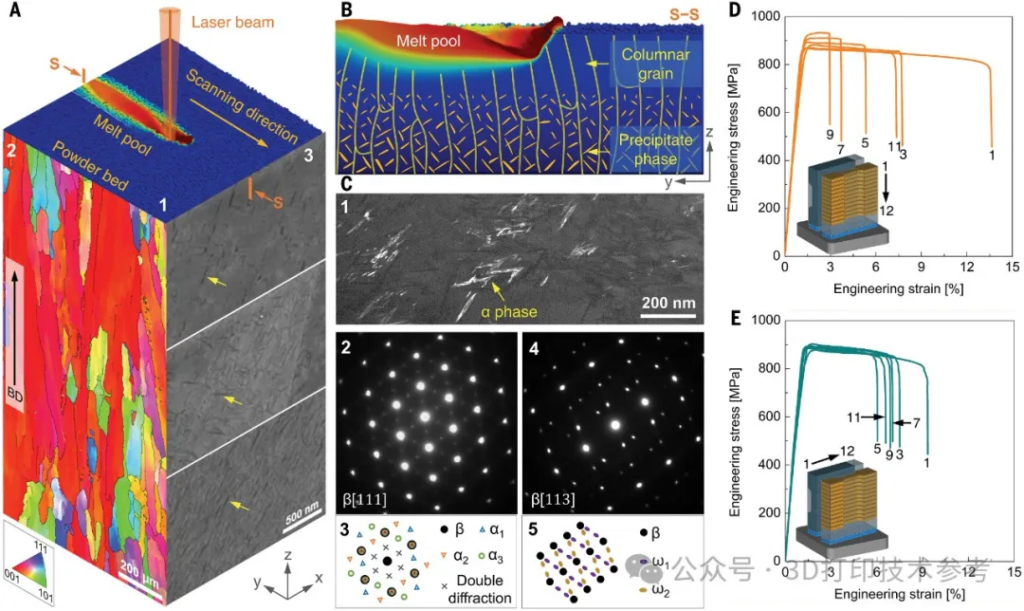
The main reason for the non-uniform properties of metal 3D printed alloys are: In a layer-by-layer 3D printing process, typically with 103-108The high cooling rate of K/s creates a significant thermal gradient near the edge and bottom of the melt pool where the metal powder is melted. The thermal gradient induces epitaxial grain growth along the interface between the newly melted material and the solid material below, with the grains growing towards the center of the melt pool. The heating and partial remelting cycles during multilayer printing eventually lead to the formation of large columnar grains and inhomogeneously distributed phases, both of which are undesirable because they can lead to anisotropy and impaired mechanical property degradation.
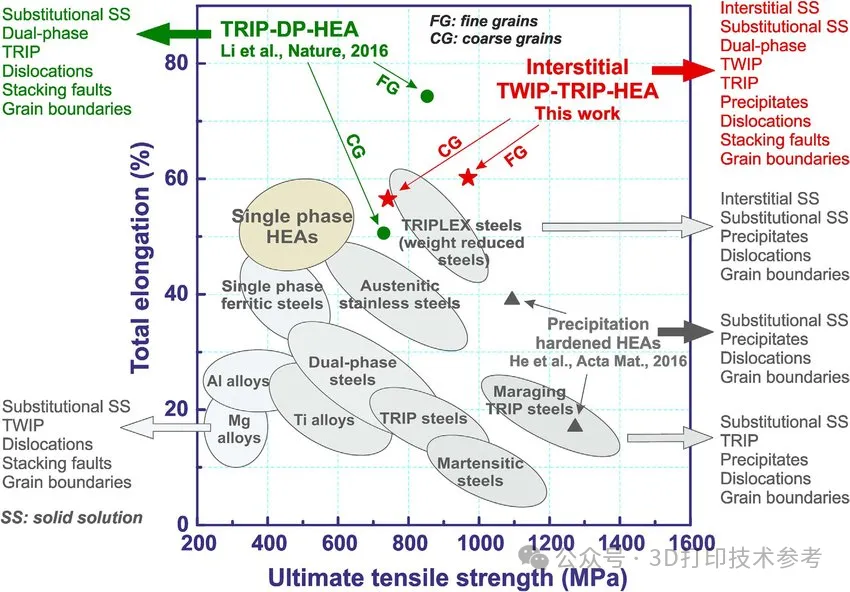
Strength-ductility of various metallic materials
Titanium alloys are one of the most widely used metal 3D printing materials. In engineering applications at ambient temperatures, suitable titanium alloys typically exhibit a tensile elongation of 10-25%, which reflects good material reliability. While greater elongation (ductility) facilitates easier molding and is preferred in some applications, increased strength in this elongation range is often preferred for withstanding mechanical loads. The balance between strength and ductility has always needed to be considered in both conventional and additive manufacturing techniques for processing metallic materials.
Strategies and Limitations for Improving Strength and Ductility
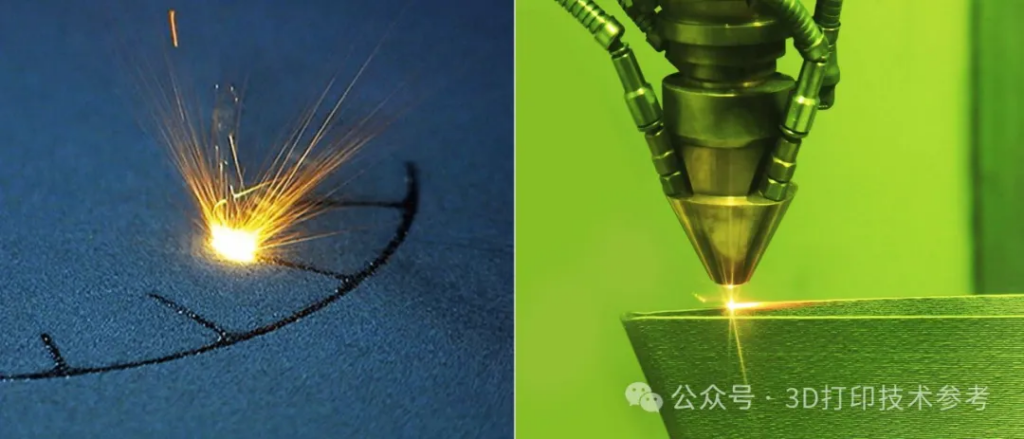
There are various strategies to improve the strength and ductility of 3D printed alloys. These include optimization of alloy design, process control, fine grain boundary strengthening and grain microstructure modification, but also suppression of unwanted (brittle) phases, introduction of second phases, and post-treatment. Current research to address the problems of columnar crystals and undesirable phases has focused on in-situ doping of elements to modify the microstructure and phase composition. This approach also promotes the formation of isometric crystals, i.e., structures with approximately equal grain sizes along the longitudinal and transverse axes. In situ alloying offers a promising way to overcome the balance between strength and ductility.Especially in 3D printing technologies such as powder bed fusion and directed energy depositionThe
Researchers have explored grain morphology and mechanical properties when adding different elements to 3D printed alloys. For example, doping nanoceramic zirconium hydride particles into unprintable aluminum alloys resulted in printable and crack-free materials with a refined equiaxed grain microstructure and tensile properties comparable to wrought materials. For titanium alloys, however, commercially available grain refiners usually have limited effect on grain structure. The refinement mechanisms of titanium alloys, particularly the columnar to isometric transition during 3D printing solidification, have been extensively studied, but efficiency limitations remain. Attempts to overcome this obstacle include varying processing parameters, high-intensity ultrasonic applications, introduction of desired heterogeneous structures through alloy design, addition of solutes as grain refiners at heterogeneous nucleation sites , and doping of solutes with high supercooling capacity. Elements such as the β-eutectic stabilizer elements Cu, Fe, Cr, Co and Ni, which limit solubility in titanium.
New research leads to major breakthroughsInstead of using β-eutectic stabilizer elements, which can lead to the formation of brittle intermetallic eutectics in titanium alloys, the researchers chose Mo from the β-homocrystalline group [including niobium (Nb), tantalum (Ta) and vanadium (V)] for Ti-5553 (Ti-5Al-5Mo-5V-3Cr). During the in-situ alloying process, molybdenum is precisely transported into the molten pool and acts as a seed nucleus for crystal formation and refinement during the scanning of each layer. the Mo additive promotes the transition from large columnar crystals to a fine, equiaxed, and narrow columnar crystal structure. mo also stabilizes the desired β-phase and inhibits the formation of phase heterogeneity during thermal cycling.
Characterization of Mo-doped Ti-5553 titanium alloy
The researchers compared the yield strength and elongation at break of Ti-5553+5Mo with Ti-5553 (as well as Ti-55531 and Ti-55511) produced in the L-PBF state and under post-print heat treatment. Compared to Ti-5553 and its similar alloys in the fabricated state, Ti-5553+5Mo shows comparable yield strength, but significantly improved ductility. Post-print heat treatment is commonly used to balance the mechanical properties of L-PBF-produced Ti-5553. Although high yield strengths (>1100 MPa) can be achieved under certain heat treatment conditions, the ductility usually deteriorates significantly with elongation at break <10%, which limits the use in safety-critical applications. For example, Ti6Al4V, the so-called workhorse of the titanium industry, has a recommended minimum elongation at break of 101 TP3 T. In contrast, without the need for a downstream heat treatment, directly printed parts of the Ti-5553+5Mo material, L-PBF, exhibit an excellent balance of strength and ductility, which makes them stand out among similar alloys. Ultimately, with this strategy, the researchers fabricatedMaterial with excellent property uniformity, yield strength 926MPa, elongation at break 26%.
Microstructure and mechanical properties of Ti-5553 produced by L-PBF
Mechanical properties of Ti-5553 and Ti-5553+5Mo produced by L-PBF
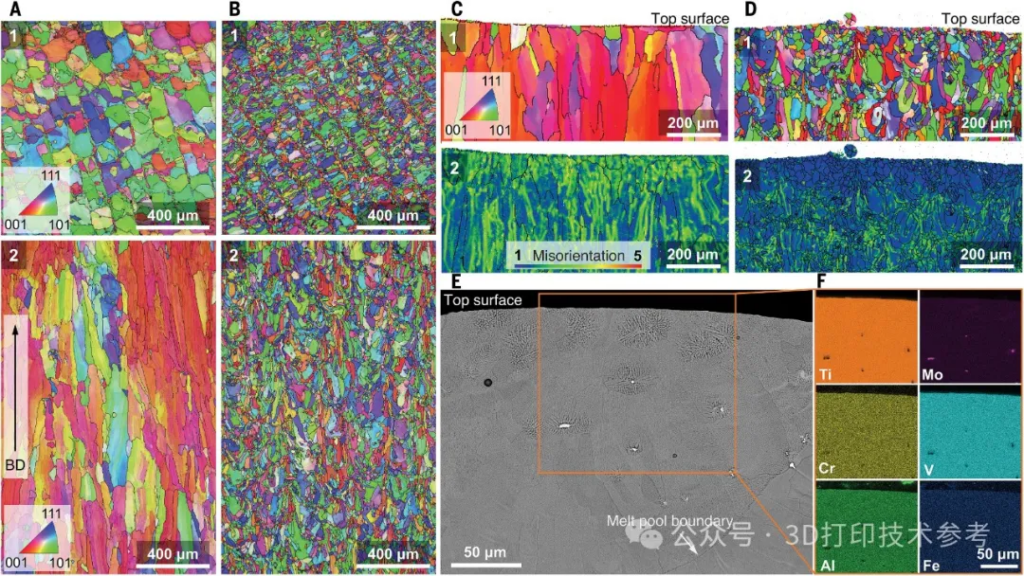
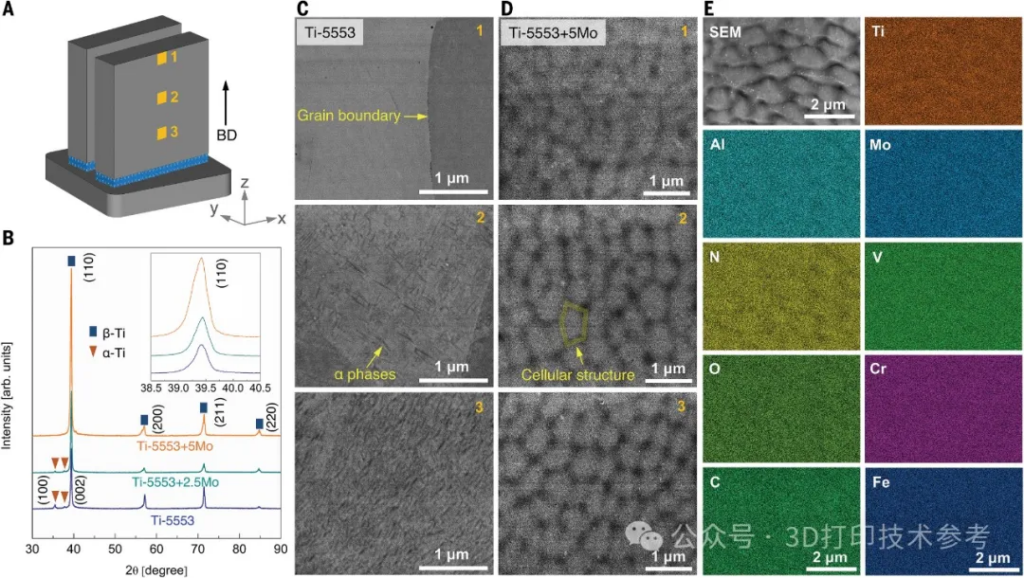
The mechanical properties of Ti-5553+5Mo were exceptionally homogeneous and improved relative to those of Ti-5553. Micro-focused computed tomography (micro-CT) scanning to assess part quality revealed that both materials exhibit very high densities, with total pore volume fractions of 0.004024% and 0.001589%, respectively. such high densities indicate that porosity is unlikely to result in highly dispersed tensile properties for Ti-5553 and are also consistent with a high degree of consistency in the mechanical properties of Ti-5553+5Mo. +5Mo high consistency of mechanical properties. In order to reveal the effect of Mo addition on the grain structure, the researchers performed electron backscattering diffraction (EBSD) characterization of Ti-5553 and Mo-doped Ti-5553.The microstructure of Ti-5553 consists of relatively large grains along the scanning direction, which exhibit a strong crystal weave. The addition of 5.0 wt% Mo to Ti-5553 leads to significant changes in the grain structure and the associated crystal structure. Many fine equiaxed grains (~20 μm in diameter) are highly visible, forming along the edges of the scanning tracks of Ti-5553+5Mo. In contrast, the microstructure of Ti-5553+5Mo is characterized by fine equiaxed grains and narrow columnar crystals along the tectonic direction. A closer examination of the microstructure reveals a periodic distribution of fine columnar grains. Unlike the highly woven columnar crystals spanning multiple layers in Ti-5553, the length scale of the columnar crystals in Ti-5553+5Mo is determined by the melt pool size, and the crystal weave becomes random and weak .
Microstructure characterization of Ti-5553 and Ti-5553+5Mo
Phase analysis of Ti-5553 and molybdenum-doped Ti-5553
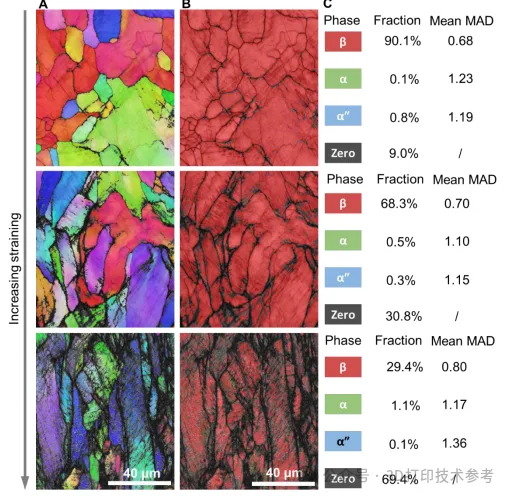
EBSD characterization of fracture specimens made from Ti-55535END
However, the researchers identified undissolved molybdenum particles in the microstructure and their potential impact is unknown. Indeed, the random presence of undissolved particles in in situ alloying strategies raises concerns related to mechanical and corrosion properties. For example, complete melting of in situ alloy-added particles may require higher energy, and overheating may lead to microstructural changes and deterioration of mechanical properties. In addition, dynamic fatigue and corrosion properties caused by undissolved Mo particles are unknown. Although post-print heat treatment can eliminate undissolved particles, it may alter the microstructure, which may affect the mechanical properties.
Overall, the design strategy proposed in this Science study opens up avenues for exploring different metal powder feedstocks, different printable alloy systems, different 3D printing techniques, and advanced multimaterial printing. It also inhibits the formation of columnar grains and prevents undesirable phase inhomogeneities. These problems arise due to different thermal distributions, which are influenced by the printing parameters of each powder. The strategy also overcomes the balance between strength and ductility in the printed state, minimizing the need for post-printing treatments, advantages that will undoubtedly cause a research boom in the field of 3D printing.
Science and technology leap to reshape the manufacturing industry, innovation drive to lead industrial upgrading. With the successful conclusion of the 2024 World Manufacturing Congress in Hefei, Anhui Province, the global manufacturing industry has once again focused on intelligent manufacturing and technological innovation. With the theme of "Intelligent Manufacturing - Creating a Better World", the conference showcased the latest products and major innovations of the global manufacturing industry, ranging from the world's first 25-megawatt offshore wind turbine spindle bearings and mud-water balanced shield machine to the star-earth quantum communication system, Starfire model, and humanoid robots, as well as from the rocket engine and superconducting quantum computer to China's first domestic large-scale cruise ship and the humanoid robot, to the first domestic large-scale cruise ship. From rocket engines, superconducting quantum computers, to China's first domestically produced large cruise ship, intelligent pure electric coupe, etc., these major innovations have demonstrated China's growing strength and technological innovation in the field of high-end manufacturing, which is backed by the wisdom and efforts of countless Chinese manufacturing enterprises.
The domestic 3D printing equipment and rapid manufacturing service provider Beijing SANDI Technology Co., Ltd. is a part of this, by virtue of its deep accumulation in the field of 3D printing, through independent research and development and innovation, successfully applied 3D printing technology in a number of industries, promoting the development of manufacturing industry to the direction of high-end, intelligent and green.
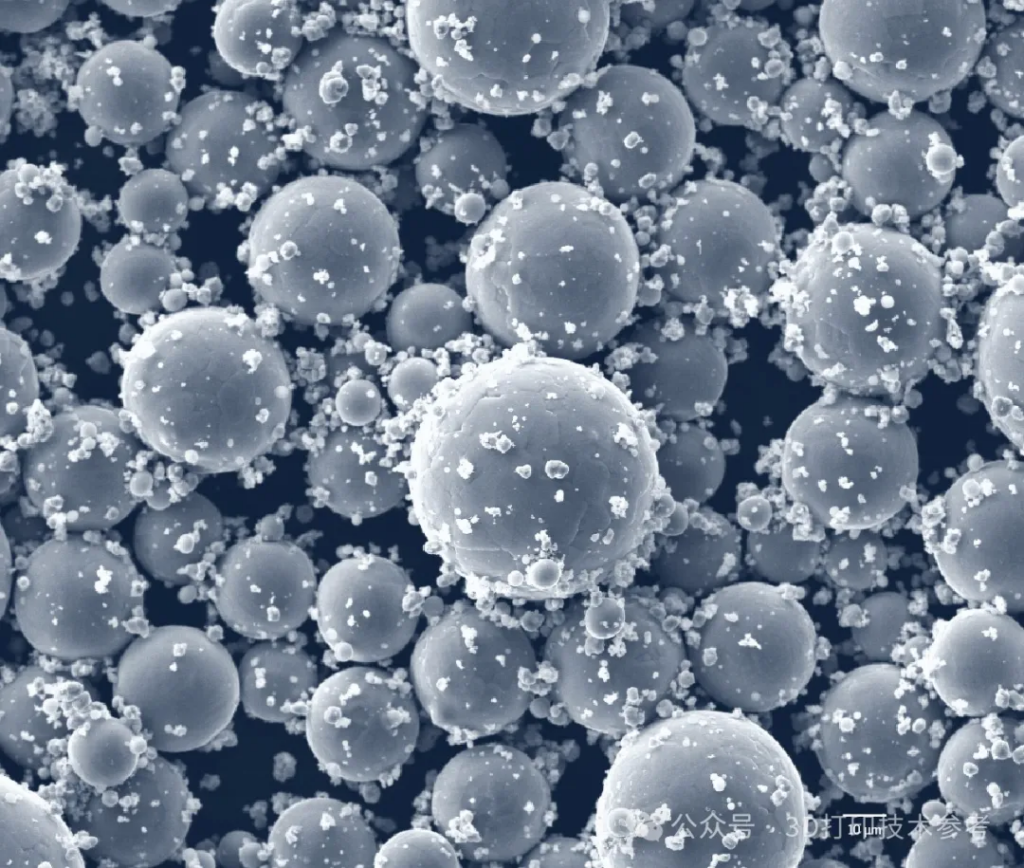
Based on 30 years of experience in powder laying technology, SANDI Technology has mastered both laser and binder jetting technologies, including BJ binder jetting metal/ceramic, 3DP sand/ PMX crystalline wax, SLS sand/wax, SLM metal (multi-material gradient), DED metal (increase forging decrease) technologies, etc., which can satisfy the manufacturing needs of products of different sizes (from millimeters to meters), and has made remarkable achievements in the formulas of material systems, development, and optimization of molding processes. Development, molding process optimization and other aspects of significant achievements, has successfully developed and launched 5 series, including iron-based alloys, light metal alloys, ceramics and other more than 20 kinds of matrix materials, water-based binder and organic solvent binder formulations, as well as nearly 30 kinds of binder spraying process formulations, and has the ability to binder formulations of the independent design to meet the user's new materials, new applications on the development of customized binder requirements. Fill the blank of domestic binder field.
At the same time, SANDI Technology also actively promote the industrialization and scale application of 3D printing, to empower manufacturing with 3D: through the merger and acquisition of foundries, to open up the "3D printing + casting" process (3D casting), the formation of replicable demonstration model, to help the traditional foundry transformation and upgrading, and to realize the green, intelligent, high-end casting; 3D printing technology will be Apply 3D printing technology to enhance the powder injection molding (3D Powder Metallurgy), to achieve rapid batch manufacturing without mold, helping the industry to improve quality and efficiency; 3D printing applied to the 3C field (3D3C), research and development of 3C special 3D printing system and material process, to promote the automated large-scale production and manufacturing of SLM and BJ technology; open up the application of 3D printing in the rehabilitation of medical care (3D Medical), obtained the first 3D printing customized titanium alloy hearing aids in China. Printing customized titanium alloy hearing aid medical device registration certificate, while promoting 3D printing digital dental solutions.
3D Printing Technology, Inc.Our technologies and products are being widely used in aerospace, energy power, ship pumps and valves, automotive, engineering machinery, 3C electronics, education and scientific research, sculpture, culture and creativity, rehabilitation and medical treatment, etc., which provide strong support for the industry to improve quality and efficiency.
In the wave of intelligent manufacturing, SANDI Technology is leading the industrial upgrading of the manufacturing industry with its unique technological advantages and innovative spirit, contributing Chinese wisdom and Chinese power to the development of the global manufacturing industry.
In today's era of rapid development of manufacturing industry, traditional foundries are facing increasingly fierce market competition and constantly improving product quality requirements. As an innovative technology, sand 3D printers are becoming the key to improving competitiveness and upgrading foundries. This buyer's guide is designed to provide comprehensive, in-depth guidance to managers of traditional foundries to help them make informed purchasing decisions.
Analyzing the current situation of factory production
Evaluation of traditional process: Carefully review the traditional casting process currently used in the factory, including the way the molds are made (e.g., wood molds, metal molds, etc.), the molding process (hand molding or machine molding), and the process of melting and pouring. Evaluate the time, labor, and material costs as well as the problems associated with each process. For example, traditional wooden mold making can take weeks and is prone to dimensional deviations and damage; hand molding is labor-intensive, inefficient and inconsistent in quality.
Product Characterization: Define the type of castings that the plant will mainly produce, whether they are castings with simple structures or castings with complex internal cavities, thin-walled structures or finely curved surfaces. Determine the size range of the castings, from small castings of a few centimeters to large castings of several meters. At the same time, analyze the requirements for casting accuracy, for example, certain aerospace castings may need to be millimetre accurate or even higher. In addition, the material of the casting should be considered, which may vary from material to material in terms of casting process and equipment requirements.
Production scale considerations: Evaluate the daily production scale of the plant, including monthly or annual casting production. Understand the characteristics of the production orders, whether it is a large number of single product production or small quantities of multi-species production. For the peak and trough production capacity changes also need to have a clear understanding, which will affect the selection of equipment and production arrangements.
3DPTEK-J1600Pro Sand Mold 3D Printer
Defining goals and desired improvements
Cost control objective: If cost reduction is the main objective, the cost composition of each link needs to be analyzed. Mold production costs account for a large proportion of the traditional process, and sand 3D printers can eliminate the mold production process, significantly reducing this part of the cost. At the same time, considering labor costs, 3D printers have a high degree of automation, which can reduce the reliance on labor. In terms of material costs, although 3D printing requires specific sand and binder, material utilization can be improved by precisely controlling the amount of material used, and waste can also be reduced through the re-cycling of sand. In addition, the 3D printing process can optimize the structure of sand molds and reduce the amount of sand used through lightweight design. For example, for a medium-sized foundry, by introducing sand 3D printers, the cost of molds may be reduced by 40%, the labor cost by 30%, and the material cost savings by about 20%.
Efficiency Improvement Requirement: For foundries pursuing productivity improvement, focus on the molding speed of the equipment. Sand 3D printers can print a complex sand pattern in a few hours, compared with the traditional mold making and molding weeks, a significant increase in efficiency. In addition, 3D printers can print multiple sand molds at the same time, or zone printing on a large sand mold, greatly reducing the overall production cycle. For example, after the introduction of 3D printers in an automotive parts foundry, the product development cycle has been shortened from several months to a few weeks, and production efficiency has been increased by more than 50%.
Quality Improvement Expectations: The ability of sand 3D printers to print with high precision is critical when higher quality products are required. It can precisely control the size and shape of the sand mold, reducing dimensional deviations and surface defects in the castings. At the same time, due to the stability and consistency of the printing process, it can improve the internal quality of castings and reduce defects such as porosity and slag entrapment. For example, in some high-end equipment manufacturing fields, the scrap rate of 3D printed sand castings has been reduced from 10% in the traditional process to less than 2%, and the product quality has been greatly improved.
Flexibility enhancement direction: for foundries that need to respond to small batch, multi-variety production needs or personalized custom orders, the advantages of sand 3D printer is particularly obvious. It does not need to make physical molds, can be quickly switched to produce different products according to the digital model, greatly improving the flexibility of production. For example, some art foundries or customized parts production enterprises, through the 3D printing technology can meet the diverse needs of customers, broadening the market space.
Evaluation of key features of sand 3D printers
Printing Accuracy
Impact of precision on casting quality: Printing precision directly determines the dimensional accuracy and surface quality of castings. High-precision printing can ensure that the dimensional deviation of the castings is within a very small range and meet the strict assembly requirements. In terms of surface quality, high-precision printing can reduce the roughness and defects on the surface of the casting and improve the appearance quality of the casting. For example, in the production of key components such as engine blocks, high-precision sand molding can ensure the precision of the fit between the piston and the cylinder block and improve the performance and reliability of the engine.
Choosing the right precision equipment: First, the required precision level is determined according to the design requirements and usage scenarios of the product. For some common mechanical parts, millimeter-level accuracy may be sufficient; while for high-precision castings in aerospace, medical devices and other fields, sub-millimeter or even higher accuracy may be required. Secondly, understand the precision parameters of different devices, including layer thickness and dimensional error range. You can refer to the technical information and actual test data provided by the manufacturer, while exchanging experiences with other users. For example, 3DPTEK sand 3D printers are capable of achieving a dimensional accuracy of ±0.3mm, which is suitable for the production of castings with high accuracy requirements.
Comparison of different precision level equipment and applicable scenarios: low-precision equipment is usually relatively low-priced, applicable to some production scenarios that do not require high precision and focus on cost control, such as ordinary construction machinery castings. Medium-precision equipment balances price and performance, and is suitable for the production of most industrial parts. High-precision equipment, on the other hand, is suitable for high-end manufacturing areas, such as aerospace, precision instruments, etc., but the price is relatively high. For example, in the production of automobile engine cylinder head, medium-precision equipment can meet the basic production requirements; for aero-engine blades and other high-precision castings, you need to choose high-precision equipment.
Print Size
Print size in relation to production scale and casting size: For large foundries, equipment capable of printing large castings is often required to meet production demands. For example, in the production of large ship engine block, may require several meters or even larger size printing equipment. For small foundries or production of small castings of enterprises, the smaller size of the equipment may be more economical and practical. At the same time, the print size also affects the footprint and space requirements of the equipment, which need to be taken into account in factory planning.
Selection strategy: according to the factory's production planning and market positioning to determine the required print size. If the main production of large castings, you need to choose a larger print size of the equipment; if the main small castings, you can choose small or medium-sized equipment. Also consider the future development needs, set aside a certain amount of capacity expansion space. In addition, pay attention to whether the equipment print size can be flexibly adjusted, for example, some equipment can be replaced by the printing platform, or even no sand box printing to adapt to the production of castings of different sizes. For example, a medium-sized foundry plans to expand into the field of large-scale casting production in the future, then in the selection of equipment, you can give priority to those with upgradable print size or modular design of the equipment in order to expand in the future according to demand.
Equipment stability and reliability
The importance of stable operation of equipment: in casting production, the stability of equipment is crucial. Once the equipment failure, it may lead to production interruption, affecting the delivery date, and bring great economic losses to the enterprise. Especially for the continuous production of foundry, equipment for a long time stable operation is to ensure production efficiency and product quality basis. For example, in the automotive parts casting production line, if the 3D printer frequently fails, it will lead to production line stagnation, affecting the whole car production schedule.
Examine methods of stability and reliability:
Check the manufacturer's quality control system: understand the manufacturer's production quality management process, including raw material procurement, parts processing, assembly and commissioning and other aspects of quality control measures. A manufacturer with a perfect quality control system is usually able to produce more stable and reliable quality equipment. For example, some well-known manufacturers of each component are strictly quality testing to ensure that it meets the high standards of quality requirements.
User Word of Mouth: Communicate with users who have already used the device to understand their evaluation of the stability and reliability of the device. The actual use experience of users is the most direct and real feedback. You can participate in industry exhibitions, join professional communities and other ways to establish contact with other users to get their opinions and suggestions. For example, some foundries will prioritize those brands with good reputation in the same industry when choosing equipment.
Software Support
Excellent software features and functions:
Model Processing: Powerful 3D printing software can efficiently process complex casting models, including model repair, optimization, slicing and other functions. For example, for some models imported from CAD software that may be defective or unsuitable for printing, the software can automatically detect and repair these defects to ensure that the model can be printed smoothly.
Printing parameter setting: The software should provide a wealth of printing parameter setting options, such as printing speed, layer thickness, nozzle temperature, binder dosage and so on. Users can according to different casting requirements and material properties, precise adjustment of these parameters to obtain the best printing results. For example, for thin-walled castings, it may be necessary to adjust the layer thickness and printing speed to ensure the strength and precision of the sand mold.
Production process management: the software should also have production process management functions, including order management, task scheduling, equipment monitoring. This can help foundries realize efficient production management and improve production efficiency. For example, through the software can real-time monitoring of the operating status of the equipment and printing progress, rationalize the arrangement of production tasks to avoid production congestion.
Evaluate software for ease of use, functional integrity, and compatibility with devices:
Ease of use: the operating interface of the software should be simple and clear, easy to get started. With an intuitive graphical interface and clear operating procedures, even non-professional technicians can quickly master. Ease of use can be assessed by trying out the software or viewing a demo video of the software in action. For example, some software adopts a wizard-type operation process, users only need to follow the prompts step-by-step operation to complete the entire printing process.
Functional completeness: Check whether the software has the basic functions mentioned above such as model processing, printing parameter setting, production process management, and whether there are some special features such as automatic optimization algorithms, remote control and so on. The more complete the function, the higher the applicability and flexibility of the equipment. For example, some software has intelligent optimization algorithms, which can automatically adjust the printing parameters according to the shape and structure of the casting to improve printing efficiency and quality.
Compatibility: Ensure that the software has good compatibility with the device and can drive the device stably for printing. Also consider the compatibility of the software with other design software, such as CAD software, for smooth model import and processing. You can check the software's technical documentation or consult with the manufacturer to find out what file formats and software interfaces it supports. For example, some software supports common file formats such as STL, OBJ, etc., and can work seamlessly with most CAD software.
III. Cost and return on investment analysis
Equipment purchase costs
Price range for different brands and configurations: The price of sand 3D printers varies depending on the brand, technology level, print size, accuracy and other factors. Generally speaking, the price of equipment from European and American brands is relatively high, and may be in the millions or even tens of millions of dollars; the price of equipment from Chinese brands is relatively low, and may range from hundreds of thousands of dollars to millions of dollars depending on different configurations. For example, some high-end European and American equipment with advanced technology and excellent performance, but the price is very expensive; and some of China's emerging brands of equipment in the price-performance ratio is more advantageous, such as 3DPTEK, this brand is more famous in China, the equipment is very cost-effective, while 3DPTEK operates its own almost 10 foundries, but also dozens of foundry enterprises in China to provide Equipment, it can be said that the market has been strictly verified, is a very good choice.
Analysis of the reasons for price differences:
Technology level: Advanced printing technology, high-precision control system, stable mechanical structure, etc. will increase the cost of the equipment. For example, equipment using laser sintering technology is usually more expensive than equipment using ordinary binder jetting technology, because laser sintering technology offers higher precision and better sand strength.
Brand influence: well-known brands usually invest more in research and development, production, after-sales service, etc., and their brand value will also be reflected in the price of equipment. Some brands with many years of industry experience and good reputation, often able to provide more reliable equipment and better service, but the price is also relatively high.
After-sales service: perfect after-sales service system, including equipment installation and commissioning, training, maintenance, technical support, etc., will increase the manufacturer's operating costs, which is reflected in the price of equipment. Some manufacturers provide 24-hour online technical support, rapid response maintenance services, etc., which will have an impact on the price.
operating cost
Cost of supplies:
Sand: Sand used in sand 3D printers typically needs to meet certain grain size, shape, and strength requirements. Prices for different qualities of sand vary and fluctuate with market supply and demand. For example, some high-strength, low-dust specialty sands may be relatively expensive, but can improve the quality of the sand pattern and printing results.
Binder: Binder is the key material to bond the sand together to form the sand mold, and its price will also affect the operating cost. Different types of binder differ in performance and price, and need to be selected according to actual needs. At the same time, the amount of binder will also affect the cost, some advanced printing technology can reduce the amount of binder used to reduce costs.
Energy consumption cost: the equipment will consume electricity during operation, and its energy consumption cost is related to the power of the equipment, running time, electricity price and other factors. When choosing equipment, you can focus on the energy efficiency ratio of the equipment and choose energy-saving equipment. For example, some devices use advanced energy-saving technologies that can reduce energy consumption under the premise of ensuring print quality. High-power devices usually consume more energy per unit of time, and if the device runs continuously for a long time, the cost of energy consumption will increase significantly. And the difference in electricity prices in different regions will also have an impact on the cost, such as industrial power consumption in concentrated areas may have certain preferential policies on electricity prices, need to take these factors into account to accurately assess the cost of energy.
Equipment Maintenance Costs: Regular maintenance and upkeep of equipment is necessary to ensure its normal operation and incurs certain costs. Including the replacement of wearing parts, equipment cleaning, calibration and other aspects of the cost. Some manufacturers will provide equipment maintenance service packages, foundries can choose according to their own situation. At the same time, the reliability and stability of the equipment will also affect the maintenance costs, low failure rate of the equipment maintenance costs are relatively low. For example, some equipment using high-quality components and advanced design, reducing the frequency of replacement of wear parts, reducing maintenance costs.
Return on investment assessment
Cost savings analysis:
Mold Cost Savings: As mentioned earlier, the cost of making molds in a traditional casting process is high, whereas sand 3D printers eliminate the need to make physical molds, which can significantly reduce this cost. Mold cost savings can be assessed by calculating the difference between the cost of making a traditional mold and the cost of 3D printing a sand mold. For example, a complex casting can cost tens of thousands of dollars to make the mold, whereas with a 3D printed sand pattern, this cost can be reduced by more than 80%.
Labor Cost Savings: Due to the high degree of automation in 3D printers, the reliance on labor is reduced. Labor cost savings can be calculated by comparing the amount and cost of labor in a traditional process to the labor requirements with the adoption of 3D printing. For example, a traditional casting line may require dozens of workers for mold making, molding, etc., whereas with the adoption of 3D printers, only a few operators may be needed for equipment monitoring and maintenance, and labor costs can be reduced by about 50%.
Material Cost Savings: Material costs can be reduced by accurately controlling the amount of material used and improving material utilization. For example, while traditional molding processes may produce large amounts of waste sand and scrap, 3D printing can reduce waste by accurately controlling material usage based on the model. At the same time, some 3D printed materials can be recycled, further reducing costs.
Increased revenue from efficiency gains:
Reduced cycle time: Sand 3D printers can significantly reduce product development and production cycles. For some products that need to be on the market urgently, early delivery can result in a higher market price and competitive advantage. The value of the efficiency gains can be assessed by calculating the additional benefits of delivering products earlier. For example, by adopting 3D printing technology, an automotive parts foundry shortened the development cycle of new products from 6 months to 2 months, and entered the market ahead of schedule, gaining a higher market share and sales revenue.
Increased capacity: Efficient operation of the equipment and rapid prototyping capabilities can increase the capacity of the plant, thereby increasing sales revenues. The increased capacity and corresponding sales revenue can be projected based on the plant's production schedule and market demand. For example, if a foundry was producing 1,000 castings per month and the introduction of 3D printers increased capacity to 1,500 castings, and assuming a profit of $100 per casting, the increase in profit would be $50,000 per month.
Calculation of the payback cycle: The feasibility of the investment is assessed by calculating the payback cycle, taking into account factors such as equipment purchase costs, operating costs, cost savings and increased revenue. The payback cycle refers to the time it takes from the time the equipment is put into use to the time it takes to recover the full investment. For example, assuming that the purchase cost of a sand 3D printer is $2 million, and that cost savings and increased revenue total $800,000 per year, the payback cycle will be about 2.5 years. The potential impact of market changes, technology updates, and other factors on the payback cycle also needs to be considered in order to make a more accurate assessment.
IV. Market research and brand selection
Collecting market information
Industry exhibitions: Attending foundry industry exhibitions at home and abroad is an important way to get information about the sand 3D printer market. The exhibition can directly contact with many equipment manufacturers to understand their latest products and technologies. At the exhibition, you can have in-depth communication with the technical personnel and sales staff of the manufacturers to obtain detailed product information and quotations. At the same time, you can also observe the live demonstration of the equipment, visualize the performance of the equipment and the operation process. For example, in some large international foundry exhibitions, there will be well-known manufacturers from all over the world to display their latest equipment and technology, providing foundries with a wealth of choices.
Professional websites: there are many professional casting equipment websites and industry forums, which gather a large amount of equipment information, user reviews and technical articles. By browsing these sites, you can understand the characteristics of different brands of equipment, user feedback and market trends. Some sites also provide equipment comparison and selection tools to help users better choose the right equipment for themselves. For example, on some professional websites, you can find detailed parameter comparisons of different brands of sand 3D printers and real user reviews, which provide reference for purchasing decisions.
User forums: Join user forums or communities in the foundry industry to exchange experiences with other foundry users. These users usually share their actual experience of using different equipment, the problems they encountered and the solutions. Their experiences and suggestions are very valuable for new users and can help avoid some common mistakes and pitfalls. For example, in some forums, users will share information about the actual use of the equipment, the quality of after-sales service, etc., which can provide reference for other users when choosing equipment.
Assessing brand reputation
Manufacturer qualifications: Check the qualification certificates and honorary awards of the equipment manufacturers to understand their status and influence in the industry. For example, some national specialties and new "small giants" enterprises, high-tech enterprises, with ISO quality management system certification, etc., these qualifications prove that the manufacturer's strength in technology research and development, production management and other aspects. Honors and awards, such as the industry's scientific and technological innovation awards, excellent product awards, etc., also reflects the manufacturer's products in the technology and quality has been recognized.
Production experience: Manufacturers with rich production experience are usually more secure in product quality and after-sales service. You can find out how long the manufacturer has been engaged in the production of sand 3D printers, the scale of production and past project experience. A manufacturer that has been in the industry for many years and has provided equipment and solutions to many foundries is often more trustworthy. For example, certain manufacturers have been in the 3D printing and casting field for decades and have accumulated a wealth of experience, enabling them to provide personalized solutions based on the needs of different foundries.
Technology R&D strength: focus on the manufacturer's technology R&D investment and innovation ability. Advanced technology is a guarantee of equipment performance and quality, whether the manufacturer has its own R & D team, patented technology and cooperation with scientific research institutions can be used as a basis for assessment. For example, some manufacturers continue to invest in R & D funds, the introduction of new printing technology and features to meet the changing needs of the market, such manufacturers are more forward-looking in technology.
Market share and user evaluation: Knowing the market share of the brand's equipment can reflect its popularity and competitiveness in the industry. At the same time, by checking the evaluation of other users, you can get the real feedback about the quality, performance and after-sales service of the equipment. You can search online for user reviews, consult industry experts or directly contact other foundries to learn how they feel about the use of the brand's equipment. For example, if a brand of equipment in the market has a high share and the user evaluation is generally good, then it means that the brand is excellent in all aspects.
Field trips and prototype testing
Field inspection: If the conditions allow, it is recommended to go to the equipment manufacturer for field inspection. You can visit the manufacturer's production workshop to understand its production process, quality control process and the advanced degree of production equipment. Observe whether the manufacturer's production management is standardized, and how the technical level and work attitude of the staff. At the same time, you can also have an in-depth communication with the technicians and managers of the manufacturers to understand their technical strength and service concept. For example, in the production workshop, you can check the assembly process of the equipment, the quality of the parts and the quality inspection link in the production process.
Prototype testing: Seeking to conduct prototype testing is a very important step. Prototype testing at the manufacturer or your own factory, inputting the actual casting model into the equipment, observing the printing process of the equipment, the quality of the sand mold, and the stability and reliability of the equipment. Through the prototype test, you can visualize whether the equipment meets your production needs and quality requirements. In the testing process, pay attention to record the printing time, sand accuracy, surface quality and other key data, and compare them with the technical parameters provided by the manufacturer. For example, you can prepare some representative models of complex castings for testing and observe the performance of the equipment in handling complex structures. Remember, this is very important, if you temporarily can not visit the site, even if you have to pay the cost (pieces are not big, generally manufacturers will be free to play, or at cost to help you play) but also to strive to let the manufacturer to print samples, which is the most intuitive understanding of the equipment.
V. After-sales service and technical support
After-sales service content
Equipment installation and commissioning: the installation and commissioning of the equipment is the basis for ensuring the normal operation of the equipment. Excellent after-sales service should include a professional installation team to ensure that the equipment can be properly installed and initial commissioning and calibration. During the installation process, the basic structure and operation methods of the equipment should be explained to the user so that the user can initially understand the equipment. For example, the installers will reasonably arrange the installation position of the equipment according to the actual layout of the factory and the production demand, and carry out the connection and debugging of electrical and mechanical aspects.
Training: Comprehensive training services are crucial for users. The training content should include the operating skills of the equipment, the use of software, routine maintenance knowledge and common troubleshooting methods. Training can be divided into on-site training and online training in two forms to meet the needs of different users. For example, on-site training can be carried out after the completion of equipment installation, face-to-face guidance by professional trainers; online training can be through video tutorials, online classrooms and other ways to allow users to learn anytime, anywhere.
Maintenance: Timely and efficient maintenance service is the guarantee of long-term stable operation of the equipment. After-sales service should include regular equipment maintenance, such as cleaning, lubrication, inspection, etc., as well as in the event of equipment failure can quickly respond and repair. Manufacturers should provide sufficient spare parts inventory to ensure that damaged parts can be replaced in a timely manner during the maintenance process. For example, when equipment malfunctions, the after-sales service team should arrive at the site within a specified period of time to diagnose and repair the problem and minimize the impact of equipment downtime on production.
Software upgrade: With the continuous development of technology, the software of the equipment also needs to be upgraded and optimized. After-sales service should include regular software upgrade services to improve the performance and functionality of the equipment. Software upgrades can be carried out remotely through the network or by technicians at home to ensure a smooth and safe upgrade process. For example, the new software version may add some new functions, such as optimizing printing algorithms, improving printing speed and precision, etc., to bring users a better experience.
The Importance of Technical Support
Solving technical problems: In the process of using the equipment, you may encounter various technical problems, such as the optimization of printing parameters, the improvement of the quality of the sand pattern, and the compatibility problems with other equipment. Professional technical support team can provide timely solutions to help users solve these problems and ensure smooth production. For example, when encountering the problem of substandard printing accuracy, the technical support staff can analyze the printing parameters, equipment status and other factors to give the corresponding adjustment recommendations to improve printing accuracy.
Optimized printing parameters: Different castings and production environments may require different printing parameter settings. Technical support personnel can provide optimized printing parameters according to the specific needs of the user and the actual situation, in order to achieve the best printing effect and production efficiency. For example, for some complex structure castings, technical support personnel can adjust the layer thickness, nozzle moving speed, binder dosage and other parameters according to its characteristics to improve the quality and strength of the sand mold.
Provide process improvement suggestions: With the accumulation of production experience and technological progress, process improvement is an important way to improve production efficiency and product quality. The technical support team can provide suggestions and solutions for process improvement according to the latest development of the industry and the actual situation of users. For example, by optimizing the production process and improving the molding method, etc., the overall production level of the foundry can be improved.
VI. Summary and recommendations
Summarize buying points and considerations
Clear demand: Before purchasing, you must have a clear understanding of the current production status of their own factories, product characteristics, development planning, etc., clear their needs and expectations of the direction of improvement, so that you can choose the most suitable for their own equipment.
Comprehensive assessment of equipment characteristics: from the printing accuracy, print size, device stability, software support and other aspects of the equipment to carry out a comprehensive assessment to ensure that the performance of the equipment can meet the production requirements.
Consideration of cost and return on investment: not only should we focus on the purchase cost of the equipment, but we should also give full consideration to factors such as operating costs, cost savings and increased revenues, and calculate the return on investment cycle to ensure the feasibility of the investment.
Emphasis on brand reputation and after-sales service: choose manufacturers with good brand reputation, rich production experience and strong technical research and development strength, and at the same time to ensure that manufacturers can provide perfect after-sales service and technical support.
Encourage informed decision-making
Traditional foundry in the face of equipment renewal and technological upgrading, to be brave enough to try new technologies, new equipment. Sand 3D printer as an innovative technology, can bring great changes and enhancement for the foundry. However, when making a purchase decision, we should consider all aspects of the factors, conduct sufficient market research and analysis, and manufacturers to carry out in-depth communication and exchange.
It is hoped that managers of traditional foundries can make wise purchasing decisions based on this buying guide, taking into account the actual situation of their own factories, introducing sand 3D printers suitable for them, enhancing the competitiveness of their factories, realizing sustainable development, winning the first opportunity in the wave of digital transformation, and injecting new vitality into the development of the foundry industry.
Leave a message online to get a quote for sand 3D printer
On January 4, 2024, the first Science article of 2024 was published by the team of Professor Yang Peidong, a member of three academies in China and the United States and an inorganic chemist at the University of California, Berkeley.
Blue and green emitters with high photoluminescence quantum yields are currently at the forefront of research in solid-state lighting and color displays. Prof. Peidong Yang's team has demonstrated blue and green emitting materials with near-uniform photoluminescence efficiencies through supramolecular assembly of hafnium and zirconium halide octahedral clusters. The highly luminescent halide chalcogenide powders have excellent solution-processability for thin-film displays and self-illuminated 3D printing. The photoluminescent powders were homogeneously dispersed into the resin by stirring and sonication. The blue and green emitters were assembled into complex macroscopic and microscopic structures using a multimaterial digital light printing method. The resin was rapidly transformed into solid 3D structures under 405 nm structural UV light irradiation.
Printed architectural models of the Eiffel Tower show their respective blue and green colors after 254 nm excitation. Both Eiffel Towers are within a few centimeters of each other and feature high-resolution spatial features.A close-up view of the boundary between the blue and green emitting regions within the 3D-printed octet truss structure reveals a high degree of precision in the color transitions, with no color crossover on either side. The octet truss structure with dual emission also achieves bright emission and high structural accuracy.The potential applications for 3D printed light-emitting structures are vast and evolving, ranging from complex lighting solutions for indoor environments to seamless integration into wearable devices.
The second Science 2024 article in the field of 3D printing technology was published on February 8th. A joint team from the University of Queensland, Australia (Jingqi Zhang et al.), Chongqing University (Ziyong Hou, Xiaoxu Huang), and the Technical University of Denmark has achieved in-situ alloying for the 3D printing process by adding Mo to Ti5553 metal powder.
Specifically, by precisely delivering molybdenum into the molten pool, molybdenum can act as a seed nucleus for crystal formation and refinement during each layer scan, facilitating the transition from large columnar crystals to a fine equiaxed and narrow columnar crystal structure. Molybdenum also stabilizes the desired β-phase and inhibits the formation of phase heterogeneity during thermal cycling, by which not only the strength of the 3D printed titanium alloys is improved, but also a perfect balance of ductility and tensile properties is achieved.
While TC4, the so-called workhorse of the titanium industry, has a recommended minimum elongation at break of 101 TP3T, the titanium 5553 prepared by this 3D printing has a great potential for application with a yield strength of 926 MPa and an elongation at break of 261 TP3T. The method is also expected to be applied to other metal powder mixtures and to customize different alloys with enhanced properties.
The first Nature article in the field of 3D printing technology in 2024 was published on February 27th. A team of researchers from the Institute of Metals, Chinese Academy of Sciences (IMS) published an article titled "High fatigue resistance in a titanium alloy via near void-free 3D printing".
The article argues that the underlying 3D printed microstructures have a naturally high fatigue resistance, and that the degradation of this property may be caused by the presence of micropores. Conventional efforts to eliminate micropores often result in tissue coarsening, while the process of tissue re-refinement brings about the recurrence of porosity and even triggers new disadvantages such as the enrichment of α-phase at grain boundaries, making the microstructures dilemma of in-and-out efforts. During the heat treatment research conducted by the CAS team, a key post-treatment process window was discovered, where the phase transition and grain growth of 3D printed titanium alloys at high temperatures are asynchronous. With sufficient superheat, the α to β phase transition occurs immediately, and although the β phase growth temperature has been reached, the grain boundaries need a gestation period to rearrange themselves. Taking advantage of this valuable heat treatment window, the researchers determined a heat treatment method combining hot isostatic pressing and high-temperature short-time treatment, which both achieved tissue refinement and prevented α-phase enrichment as well as the reappearance of micropores, and ultimately prepared near-printed state 3D printed titanium alloys that are almost free of micropores.
TC4 titanium alloys with this microstructure achieve a high fatigue limit of about 1 GPa, exceeding the fatigue resistance of all current additively manufactured and wrought titanium alloys, as well as other metallic materials.
The 2nd Nature article in the field of 3D printing technology in 2024 was published on March 13th. Building on a continuous liquid interface production technique developed at the university in 2015, researchers at Stanford University have developed a 3D printing technique for more efficient production of microscale particles, making up to 1 million micron-sized particles per day with high precision and customizability.
Nano- to micron-scale particles have a wide range of applications in biomedical devices, drug and vaccine delivery, microfluidics, and energy storage systems. However, conventional fabrication methods require balancing multiple factors such as fabrication speed and scalability with particle shape and uniformity and particle properties. Researchers at Stanford University have developed a scalable, high-resolution r2r CLIP 3D printing process that uses single-digit micrometer resolution optics with continuous film to enable rapid, variable fabrication and harvesting of particles with a variety of materials and complex geometries. With this technology, researchers can achieve micron-level precision 3D printing while maintaining high production speeds and flexibility in material selection, opening up new possibilities for particle manufacturing.
This scalable particle production technology has been demonstrated toManufacturing potential in a wide range of fields from ceramics to hydrogel manifoldsThe research was published under the title "Roll-to-roll, high-resolution 3D printing of shape-specific particles," and subsequently has potential applications in microtooling, electronics and drug delivery. The study was published under the title "Roll-to-roll, high-resolution 3D printing of shape-specific particles".
Source: AMReference
On March 20, the Long March 8 Remote 3 Launch Vehicle (R3LV) successfully put the Magpie II satellite into the scheduled orbit. The Sixth Academy of Astronautics pointed out in a related report that "during this launch, there wereSatellite storage tank structure realized by 3D printing processThis has laid a good foundation for the mass production of microsatellites and network launching, which has significant commercial value".
On April 3, 2024, the Magpie Bridge conduction technology test satellite for the Moon Exploration Project, Tiandu-2, was separated normally in orbit, and the cold push system worked normally.Marking the first time that domestic spaceflight realizes the application of 3D printed storage tanks in orbit, laying a solid foundation for the use of 3D printing technology in space propulsion.
The tank is jointly developed by Institute 801 of the Sixth Academy of Space Science and Technology and Institute 800 of the Eighth Academy of Space Science and Technology, and is made of aluminum alloy. The research team has realized the integration and lightweight design of the receptacle with subversive technological innovation program, developed high density, high-precision laser selective melting and forming and precise control of post-processing methods, and successively conquered key core technologies such as integrated design technology of the structure and function of the receptacle, densification forming technology of thin-walled structure, and post-processing technology of aluminum alloy internal runner, and so on. Based on the realization of integrated molding, the development cycle of the storage box is shortened by 80% and the cost is reduced by 62%.
this isThe first 3D-printed aluminum alloy storage tank in China to be integrally molded and applied in orbitIn addition to the highly integrated installation of all components on the tank, the tank also realizes the connection between each component through the 3D printed runner, without the need for conduit connection. The development team has fully implemented the digital design concept of "multiple iterations in the digital world and one success in the physical world", adhered to the development mode of "ultimate product improvement", and reached the domestic first-class level in the development of 3D printed storage tanks, and has made great efforts to "catch up with and surpass the world". "We are striving to catch up with and surpass the world's advanced level, and contributing new strength to the aerospace industry.
Source: AMReference
Group Headquarters
Address:No.7 Jin Yi Street, Shunyi District, Beijing, China Tel: 010-62117806 E-mail: 3dptek@3dptek.com